Zyklusparameter – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Benutzerhandbuch
Seite 198
Bearbeitungszyklen: Konturtasche
7.7
SCHLICHTEN TIEFE (Zyklus 23, DIN/ISO: G123, Software-Option 19)
7
198
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Achtung Kollisionsgefahr!
Nach dem Ausführen eines SL-Zyklus müssen Sie die
erste Verfahrbewegung in der Bearbeitungsebene
mit beiden Koordinatenangaben programmieren, z.B.
L X+80 Y+0 R0 FMAX.
Positionieren Sie nach Zyklusende Ihr Werkzeug
in der Ebene nicht inkremental, sondern auf
eine absolute Position, wenn Sie den Parameter
ConfigDatum, CfgGeoCycle, posAfterContPocket auf
ToolAxClearanceHeight eingestellt haben.
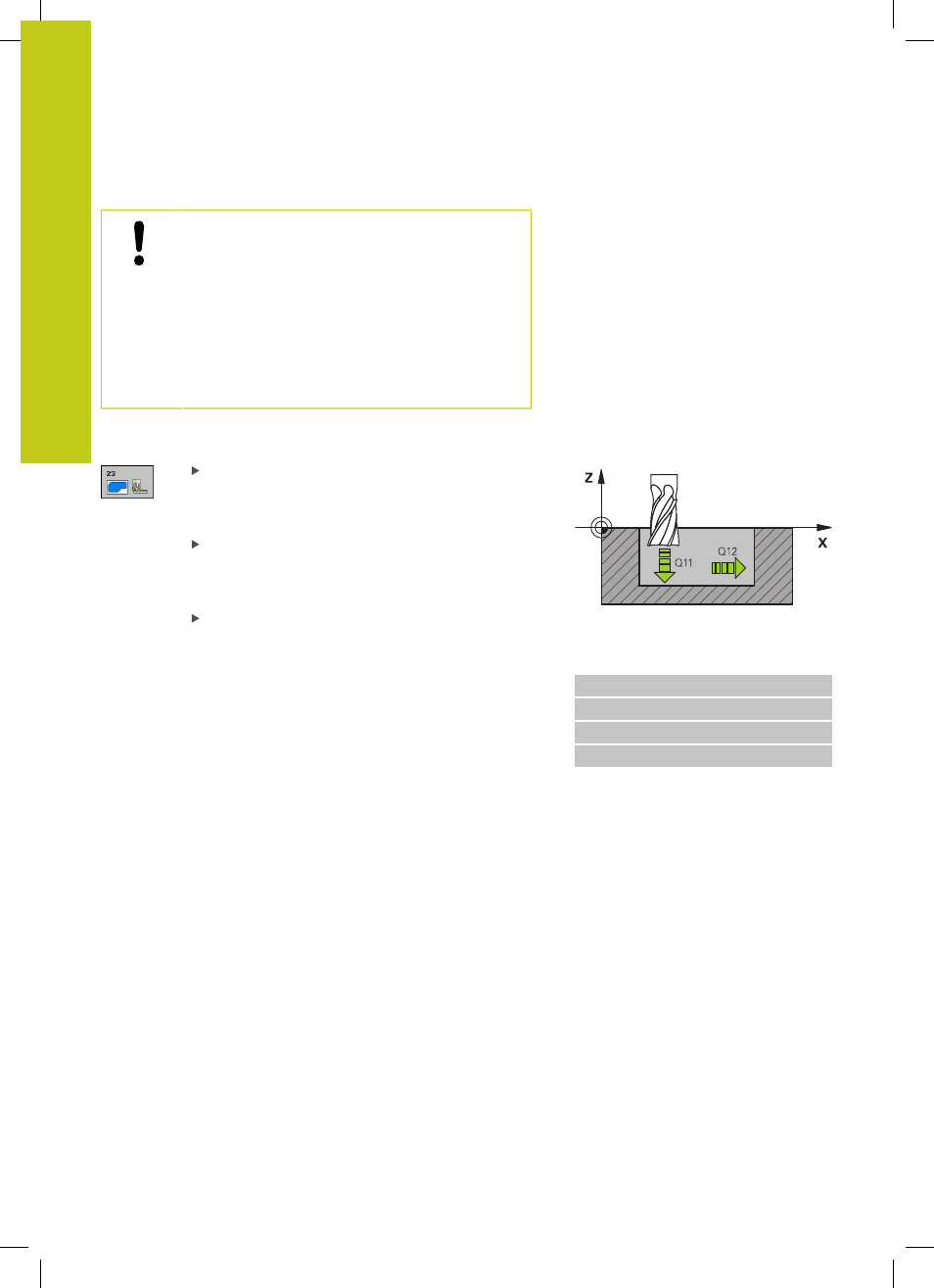
Zyklusparameter
Vorschub Tiefenzustellung Q11:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in mm/min. Eingabebereich 0 bis
99999,9999 alternativ
FAUTO, FU, FZ
Vorschub Fräsen Q12: Vorschub bei
Verfahrbewegungen in der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999 alternativ
FAUTO,
FU, FZ
Vorschub Rückzug Q208: Verfahrgeschwindigkeit
des Werkzeugs beim Herausfahren nach der
Bearbeitung in mm/min. Wenn Sie Q208=0
eingeben, dann fährt die TNC das Werkzeug
mit Vorschub Q12 heraus. Eingabebereich 0 bis
99999,9999 alternativ
FMAX,FAUTO
NC-Sätze
60 CYCL DEF 23 SCHLICHTEN TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q208=9999
;VORSCHUB RUECKZUG