Zyklusablauf – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Benutzerhandbuch
Seite 412
Tastsystemzyklen: Werkstücke automatisch kontrollieren
15.12 MESSEN LOCHKREIS (Zyklus 430, DIN/ISO: G430, Software-Option
17)
15
412
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
15.12
MESSEN LOCHKREIS (Zyklus 430,
DIN/ISO: G430, Software-Option 17)
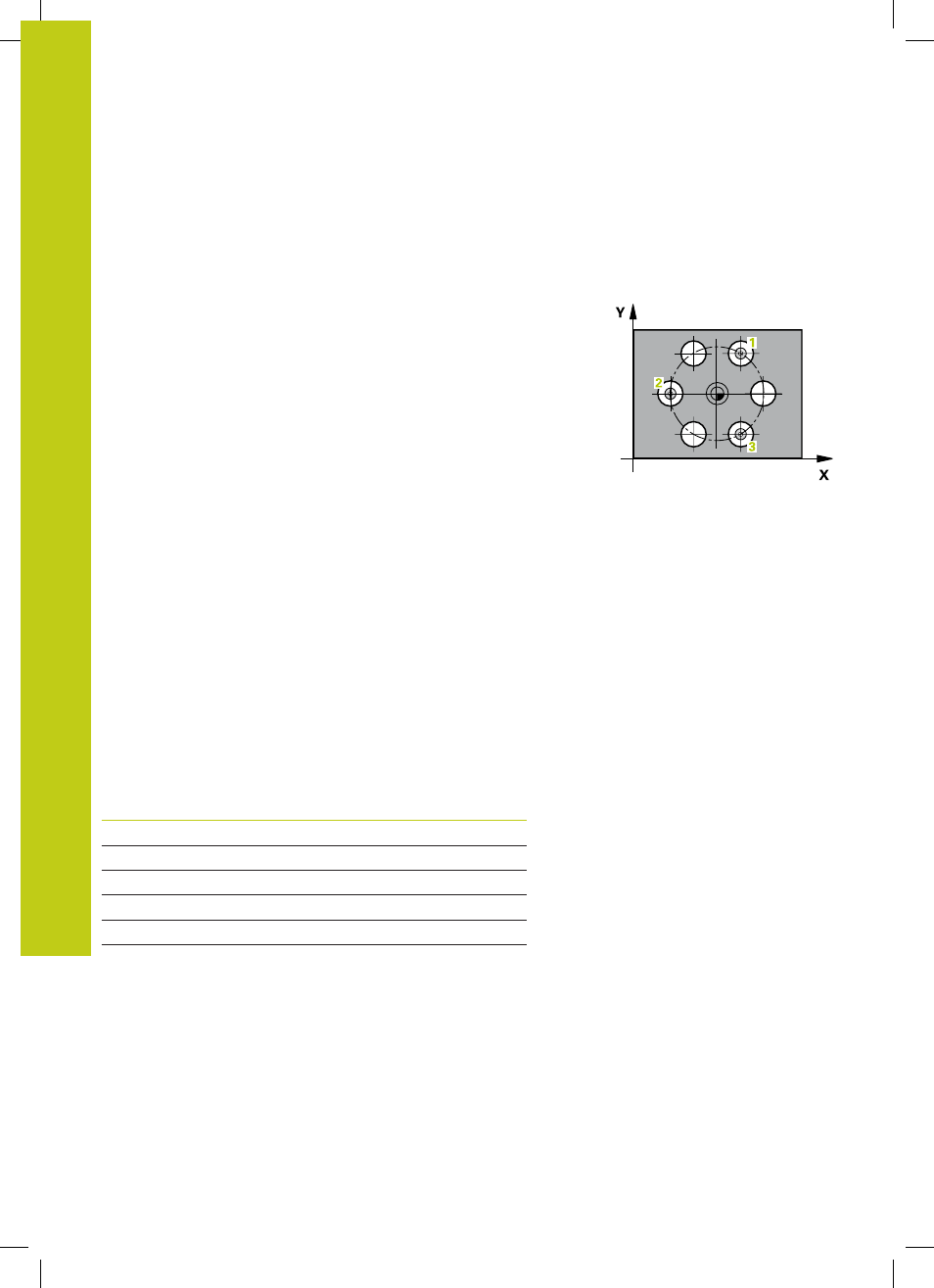
Zyklusablauf
Der Tastsystem-Zyklus 430 ermittelt den Mittelpunkt und den
Durchmesser eines Lochkreises durch Messung dreier Bohrungen.
Wenn Sie die entsprechenden Toleranzwerte im Zyklus definieren,
führt die TNC einen Soll-Istwertvergleich durch und legt die
Abweichung in Systemparametern ab.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 298) auf den eingegebenen Mittelpunkt der
ersten Bohrung
1
2 Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und erfasst durch vier Antastungen den ersten
Bohrungs-Mittelpunkt
3 Anschließend fährt das Tastsystem zurück auf die Sichere Höhe
und positioniert auf den eingegebenen Mittelpunkt der zweiten
Bohrung
2
4 Die TNC fährt das Tastsystem auf die eingegebene Messhöhe
und erfasst durch vier Antastungen den zweiten Bohrungs-
Mittelpunkt
5 Anschließend fährt das Tastsystem zurück auf die Sichere Höhe
und positioniert auf den eingegebenen Mittelpunkt der dritten
Bohrung
3
6 Die TNC fährt das Tastsystem auf die eingegebene Messhöhe
und erfasst durch vier Antastungen den dritten Bohrungs-
Mittelpunkt
7 Abschließend positioniert die TNC das Tastsystem zurück
auf die Sichere Höhe und speichert die Istwerte und die
Abweichungen in folgenden Q-Parametern:
Parameter-Nummer
Bedeutung
Q151
Istwert Mitte Hauptachse
Q152
Istwert Mitte Nebenachse
Q153
Istwert Lochkreis-Durchmesser
Q161
Abweichung Mitte Hauptachse
Q162
Abweichung Mitte Nebenachse
Q163
Abweichung Lochkreis-Durchmesser