6 gewinde- und f reistic hzyklen – HEIDENHAIN SW 68894x-03 Benutzerhandbuch
Seite 282
282
Teach-in-Mode
4.6 Gewinde- und F
reistic
hzyklen
Bearbeitungsart für Technologiedatenbankzugriff: Gewindedrehen
Parameterkombinationen für den Kegelwinkel:
X1/Z1, X2/Z2
X1/Z1, Z2, W
Z1, X2/Z2, W
Zyklusausführung
1
errechnet die Schnittaufteilung
2
fährt an zum Startpunkt Gewinde X1, Z1
3
fährt im Vorschub bis Endpunkt Z2
4
fährt achsparallel zurück und stellt für den nächsten Gewindegang zu
5
wiederholt 3...4 für alle Gewindegänge
6
stellt unter Berücksichtigung der reduzierten Schnitttiefe und
des Zustellwinkel A für den nächsten Schnitt zu
7
wiederholt 3...6, bis Gangzahl D und Gewindetiefe U erreicht sind
8
fährt entsprechend der G14-Einstellung den
Werkzeugwechselpunkt an
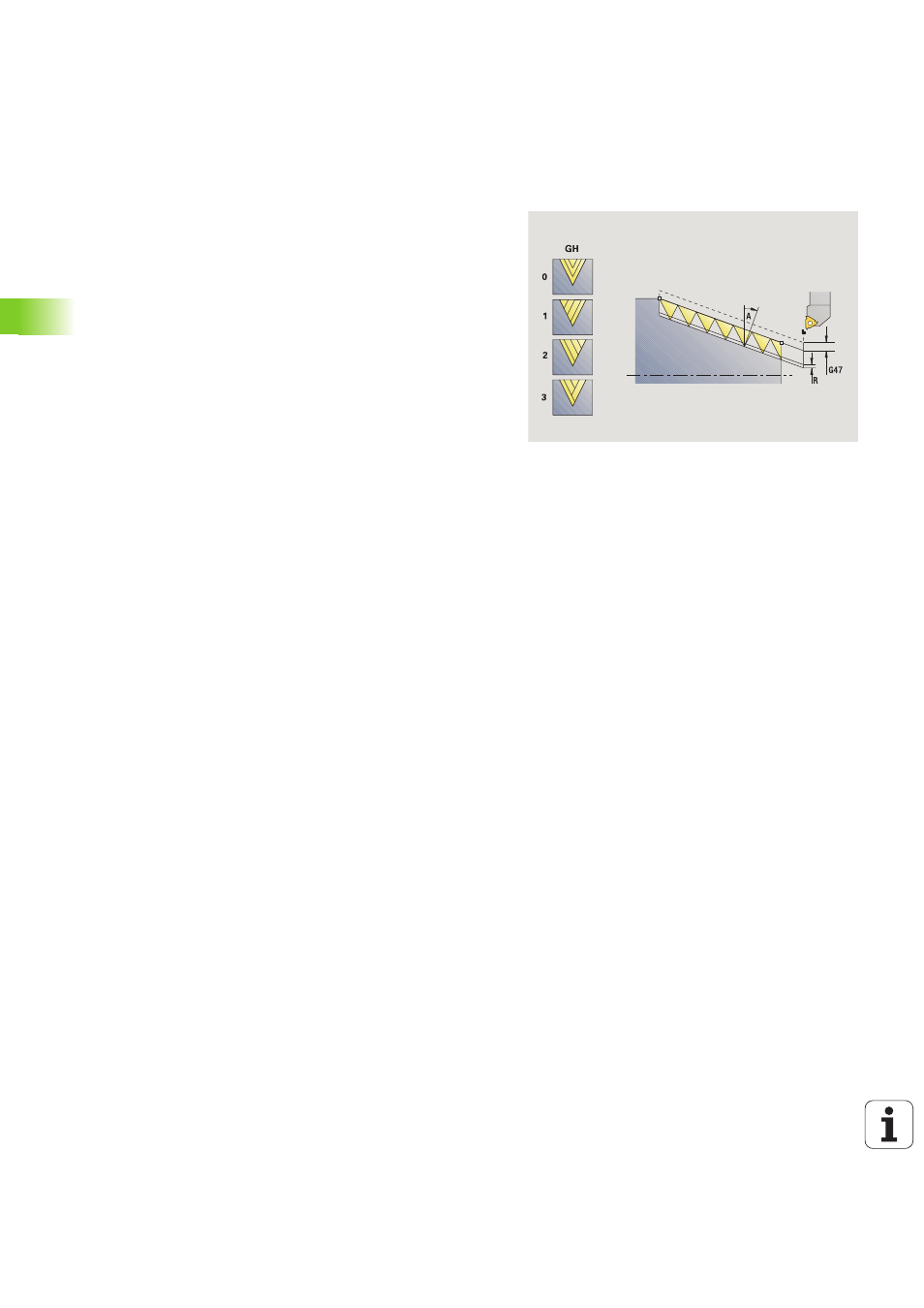
GH
Versatzart
0: ohne Versatz
1: von links
2: von rechts
3: wechselnd links/rechts
A
Zustellwinkel (Bereich: –60° < A < 60°; default: 30°)
A<0: Zustellung von linker Flanke
A>0: Zustellung von rechter Flanke
R
Restschnitttiefe – nur bei GV=4 (default: 1/100 mm)
E
Variable Gewindesteigung (z.B. zur Herstellung von
Förderschnecken oder Extruderwellen)
Q
Anzahl Leerdurchläufe
IC
Anzahl der Schnitte – die Zustellung wird aus IC und U
berechnet.
Nutzbar bei:
GV=0: konstanter Spanquerschnitt
GV=1: konstante Zustellung
MT
M nach T: M-Funktion, die nach dem Werkzeugaufruf T
ausgeführt wird.
MFS
M am Anfang: M-Funktion, die am Anfang des
Bearbeitungsschrittes ausgeführt wird.
MFE
M am Ende: M-Funktion, die am Ende des
Bearbeitungsschrittes ausgeführt wird.
WP
Anzeige mit welcher Werkstückspindel der Zyklus
abgearbeitet wird (maschinenabhängig)
Hauptantrieb
Gegenspindel für die Rückseitenbearbeitung