Plandrehen einfach g82, 21 einf ac he dr ehzyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 232
232
4.21 Einf
ac
he Dr
ehzyklen
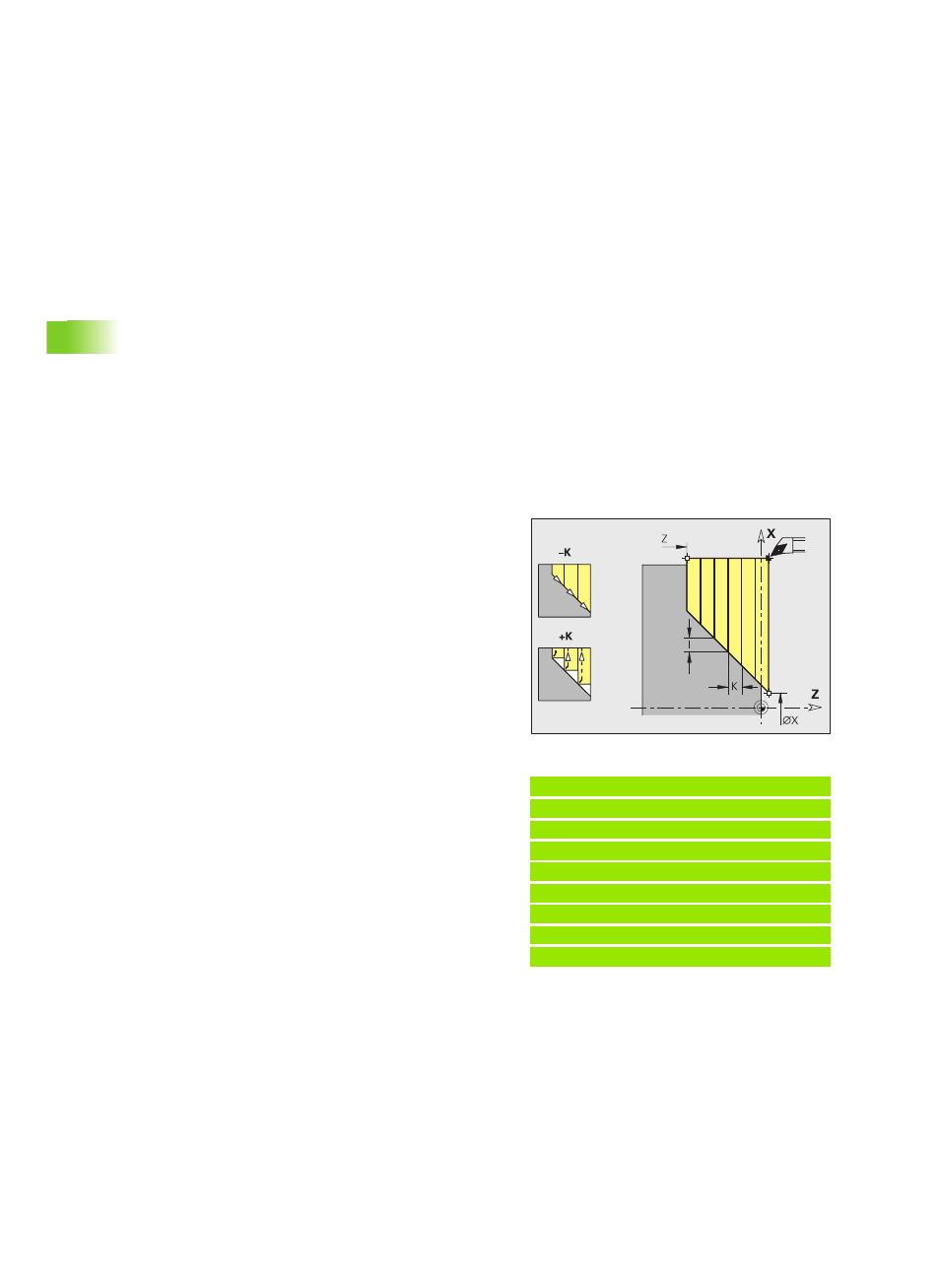
Plandrehen einfach G82
G82 schruppt den durch die aktuelle Werkzeugposition und „X, Z“
beschriebenen Konturbereich. Bei einer Schräge definieren Sie mit I
und K den Winkel.
Zyklusablauf
1
Errechnet die Schnittaufteilung.
2
Stellt vom Startpunkt aus achsparallel für den ersten Schnitt zu.
3
Fährt im Vorschub bis zum Z-Zielpunkt.
4
Abhängig vom „Vorzeichen I“:
I<0: spant entlang der Kontur
I>0: hebt in 45° um 1 mm ab
5
Fährt im Eilgang zurück und stellt für den nächsten Schnitt zu.
6
Wiederholt 3...5, bis „Zielpunkt X“ erreicht ist.
7
Fährt auf:
X: letzte Abhebekoordinate
Z: Zyklusstartpunkt
Beispiel: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parameter
X
Zielpunkt Kontur (Durchmessermaß)
Z
Zielpunkt Kontur
I
Versatz in X-Richtung (default: 0)
K
Maximale Zustellung
K<0: mit Abziehen der Kontur
K>0: ohne Abziehen der Kontur
Q
G-Funktion Zustellung (default: 0)
0: Zustellung mit G0 (Eilgang)
1: Zustellung mit G1 (Vorschub)