Taschen fräsen – schruppen/schlichten (g845/ g846), Taschen fräsen – schruppen/schlichten (g845/g846) – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 535
HEIDENHAIN CNC PILOT 4290
535
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
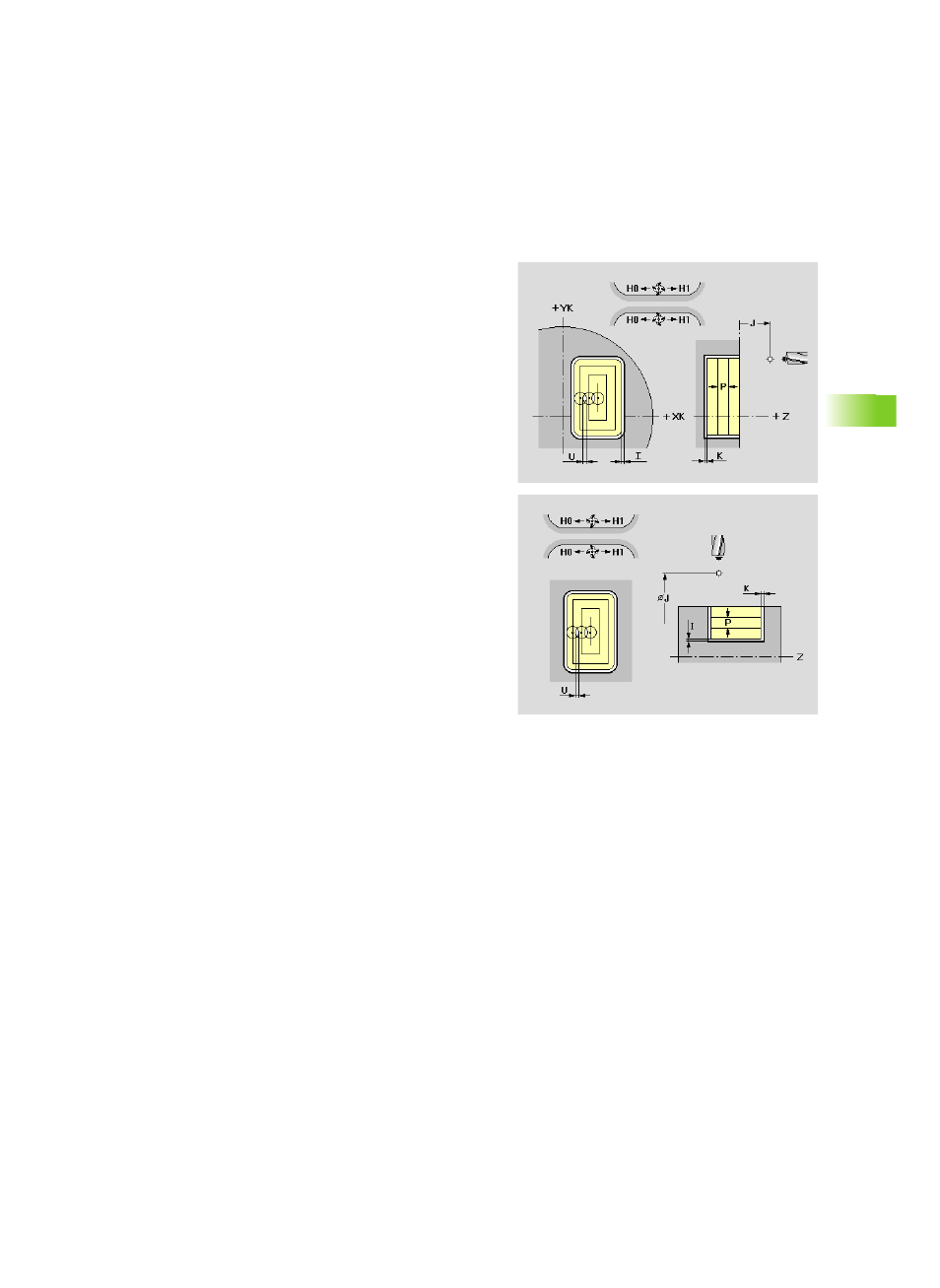
Taschen fräsen – Schruppen/Schlichten (G845/
G846)
Die IAG generiert für die selektierte (geschlossene) Fräskontur einen
der folgenden Zyklen:
Taschen fräsen > Schruppen: G845
Taschen fräsen > Schlichten: G846
Parameter
J
Rückzugsebene (default: zurück zur Startposition)
Stirn-/Rückseite: Position in Z-Richtung
Mantelfläche: Position in X-Richtung (Durchmessermaß)
Q
Bearbeitungsrichtung
von innen nach außen (Q=0)
von außen nach innen (Q=1)
H
Fräslaufrichtung
H=0: Gegenlauf
H=1: Gleichlauf
U
Überlappungsfaktor
Bereich: 0 <= U <= 0,9; (0=keine Überlappung)
P
Maximale Zustellung in der Fräsebene
I
Aufmaß in X-Richtung (entfällt beim Schlichten)
K
Aufmaß in Z-Richtung (entfällt beim Schlichten)