3 kontur anfahren und verlassen, Start- und endpunkt – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 178
178
6 Programmieren: Konturen programmieren
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
6.3 Kontur anfahren und verlassen
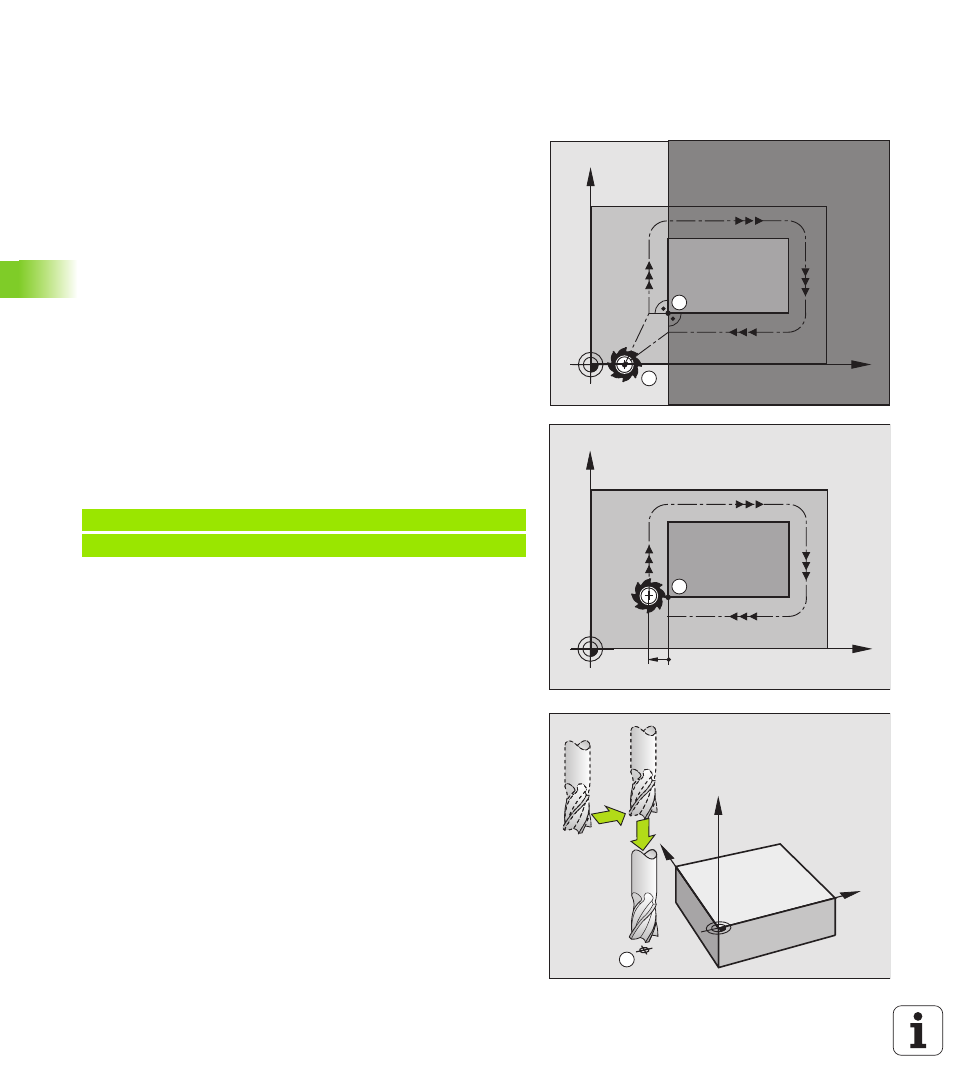
Start- und Endpunkt
Das Werkzeug fährt vom Startpunkt aus den ersten Konturpunkt an.
Anforderungen an den Startpunkt:
Ohne Radiuskorrektur programmiert
Kollisionsfrei anfahrbar
Nahe am ersten Konturpunkt
Beispiel
Bild rechts oben: Wenn Sie den Startpunkt im dunkelgrauen Bereich
festlegen, dann wird die Kontur beim Anfahren des ersten Kontur-
punkts beschädigt.
Erster Konturpunkt
Für die Werkzeugbewegung auf den ersten Konturpunkt programmie-
ren Sie eine Radiuskorrektur.
Startpunkt in der Spindelachse anfahren
Beim Anfahren des Startpunkts muss das Werkzeug in der Spin-
delachse auf Arbeitstiefe fahren. Bei Kollisionsgefahr den Startpunkt
in der Spindelachse separat anfahren.
NC-Beispielsätze
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *
X
Y
S
A
X
Y
A
G41
Y
X
Z
S