Beispiel: bohrzyklen – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 293
HEIDENHAIN iTNC 530
293
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
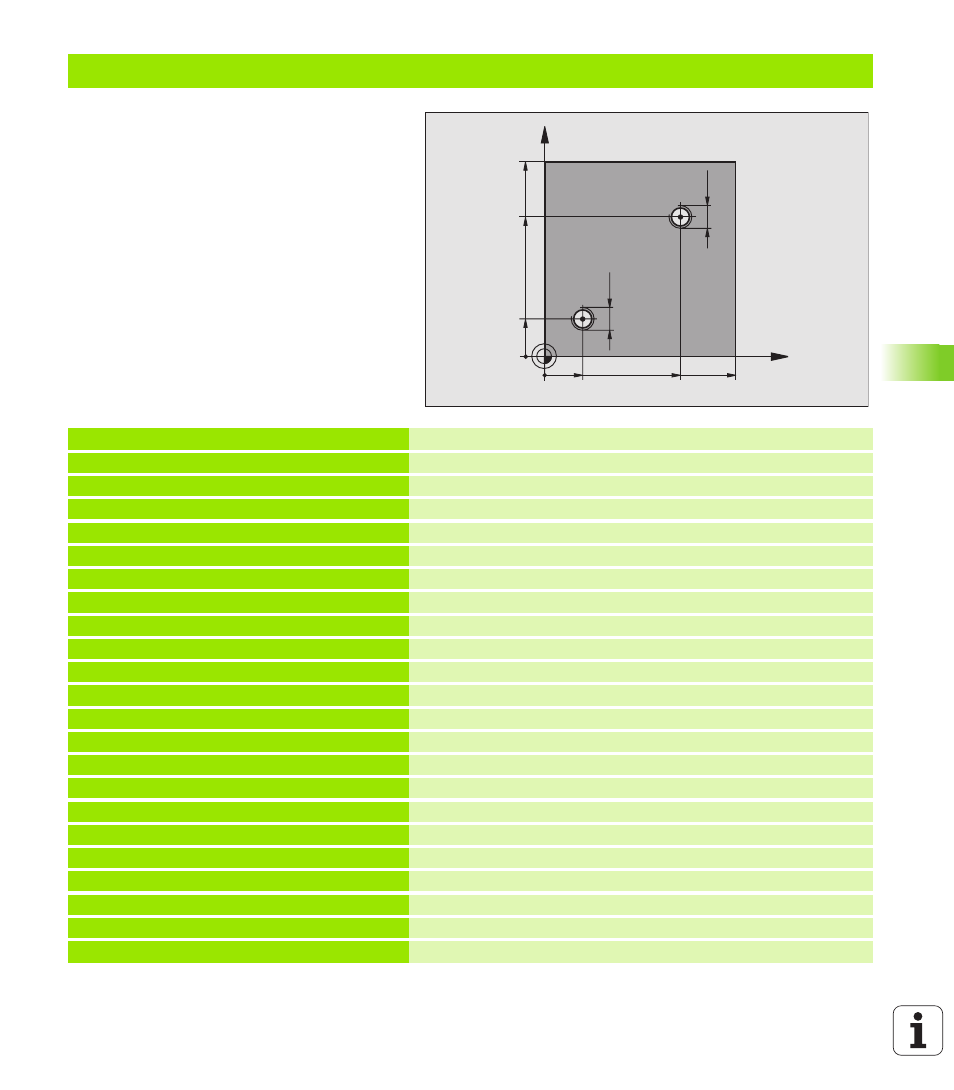
Beispiel: Bohrzyklen
Programm-Ablauf
Bohrzyklus programmieren im Hauptprogramm
Bearbeitung programmieren im Unterpro-
gramm, siehe „Unterprogramme”, Seite 419
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Rohteil-Definition
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Werkzeug-Definition
N40 T1 G17 S4500 *
Werkzeug-Aufruf
N50 G00 G40 G90 Z+250 *
Werkzeug freifahren
N60 G86 P01 +30 P02 -1,75 *
Zyklus-Definition Gewindeschneiden
N70 X+20 Y+20 *
Bohrung 1 anfahren
N80 L1,0 *
Unterprogramm 1 rufen
N90 X+70 Y+70 *
Bohrung 2 anfahren
N100 L1,0 *
Unterprogramm 1 rufen
N110 G00 Z+250 M2 *
Werkzeug freifahren, Ende des Hauptprogramms
N120 G98 L1 *
Unterprogramm 1: Gewindeschneiden
N130 G36 S0 *
Spindelwinkel für Orientierung festlegen
N140 M19 *
Spindel orientieren (wiederholtes Schneiden möglich)
N150 G01 G91 X-2 F1000 *
Werkzeug versetzen für kollisionsfreies Eintauchen (abhängig
vom Kerndurchmesser und Werkzeug)
N160 G90 Z-30 *
Auf Starttiefe fahren
N170 G91 X+2 *
Werkzeug wieder auf Bohrungsmitte
N180 G79 *
Zyklus 18 aufrufen
N190 G90 Z+5 *
freifahren
N200 G98 L0 *
Ende Unterprogramm 1
N999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12