Raeumen (zyklus g122), G122 raeumen (zwingend erforderlich), 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Benutzerhandbuch
Seite 349
HEIDENHAIN iTNC 530
349
8.6 SL
-Zyklen
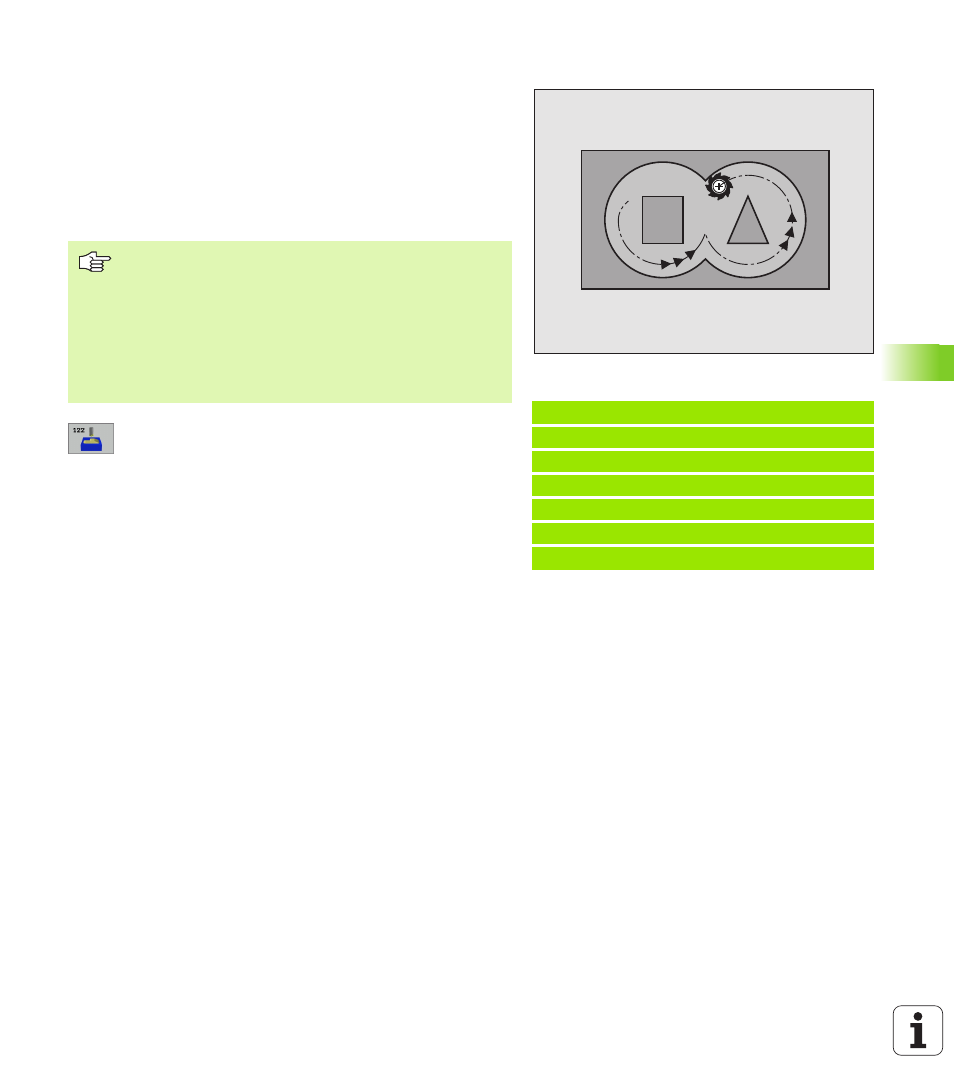
RAEUMEN (Zyklus G122)
1
Die TNC positioniert das Werkzeug über den Einstichpunkt; dabei
wird das Schlichtaufmaß Seite berücksichtigt
2
In der ersten Zustell-Tiefe fräst das Werkzeug mit dem Fräsvor-
schub Q12 die Kontur von innen nach außen
3
Dabei werden die Inselkonturen (hier: C/D) mit einer Annäherung
an die Taschenkontur (hier: A/B) freigefräst
4
Anschließend fährt die TNC die Taschenkontur fertig und das
Werkzeug auf die Sichere Höhe zurück
8
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
8
Vorschub Tiefenzustellung
Q11: Eintauchvorschub
in mm/min
8
Vorschub Ausräumen
Q12: Fräsvorschub in mm/min
8
Vorräum-Werkzeug Nummer
Q18: Nummer des Werk-
zeugs, mit dem die TNC bereits vorgeräumt hat. Falls
nicht vorgeräumt wurde „0“ eingeben; falls Sie hier
eine Nummer eingeben, räumt die TNC nur den Teil
aus, der mit dem Vorräum-Werkzeug nicht bearbeitet
werden konnte.
Falls der Nachräumbereich nicht seitlich anzufahren
ist, taucht die TNC pendelnd ein; dazu müssen Sie in
der Werkzeug-Tabelle TOOL.T (siehe „Werkzeug-
Daten”, Seite 145) die Schneidenlänge LCUTS und
den maximalen Eintauchwinkel ANGLE des Werk-
zeugs definieren. Ggf. gibt die TNC eine Fehlermel-
dung aus
8
Vorschub Pendeln
Q19: Pendelvorschub in mm/min
8
Vorschub Rückzug
Q208: Verfahrgeschwindigkeit des
Werkzeugs beim Herausfahren nach der Bearbeitung
in mm/min. Wenn Sie Q208=0 eingeben, dann fährt
die TNC das Werkzeug mit Vorschub Q12 heraus
Beispiel: NC-Satz
N59 G122 RAEUMEN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q18=1
;VORRAEUM-WERKZEUG
Q19=150
;VORSCHUB PENDELN
Q208=99999
;VORSCHUB RUECKZUG
C
D
A
B
Beachten Sie vor dem Programmieren
Ggf. Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren mit Zyklus G121.
Wenn Sie in der Werkzeug-Tabelle für das Ausräum-Werk-
zeug in der Spalte ANGLE einen Eintauchwinkel definie-
ren, fährt die TNC in einer Helix-Bewegung auf die jewei-
lige Ausräumtiefe (siehe „Werkzeug-Tabelle: Standard
Werkzeug-Daten” auf Seite 147)