Tangential an- und wegfahren, 3 k ont ur anf a hr en und v e rl assen – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Benutzerhandbuch
Seite 195
HEIDENHAIN iTNC 530
195
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
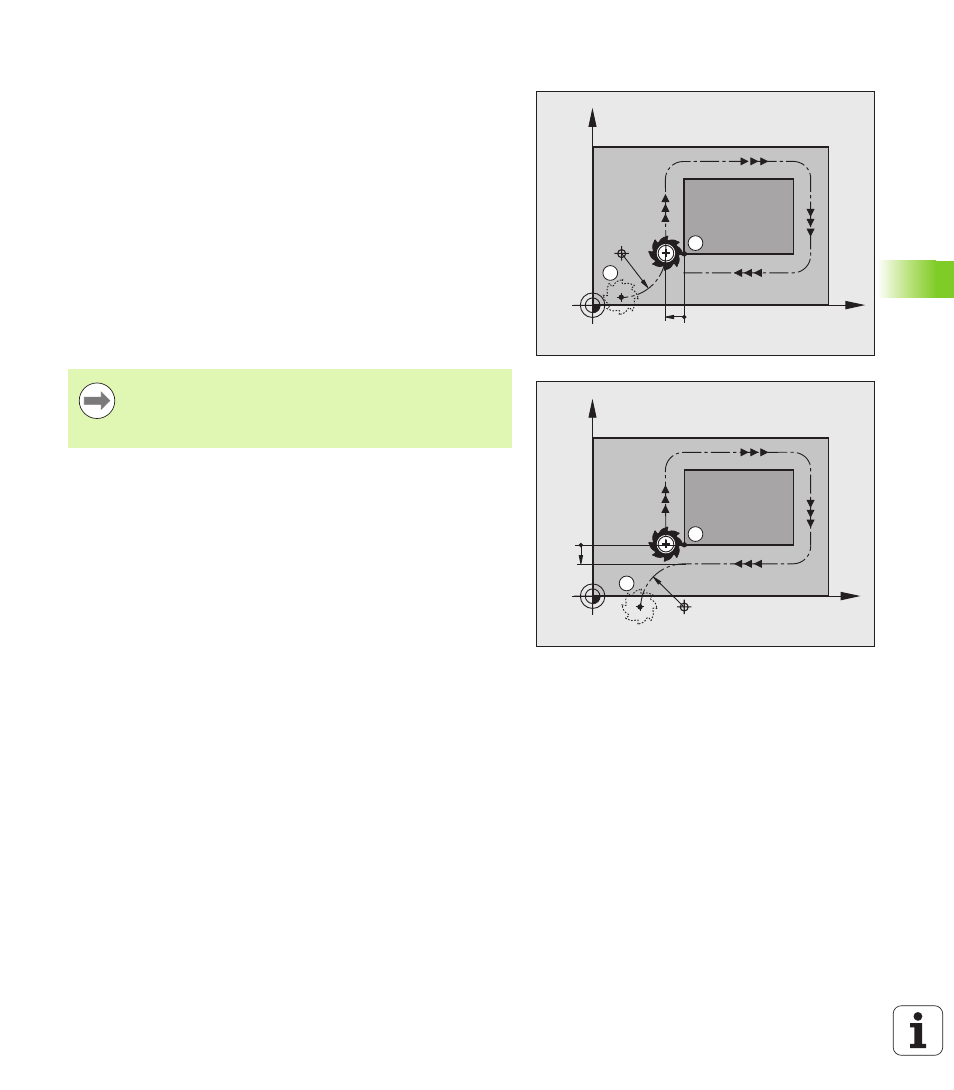
Tangential An- und Wegfahren
Mit G26 (Bild rechts Mitte) können Sie an das Werkstück tangential
anfahren und mit G27 (Bild rechts unten) vom Werkstück tangential
wegfahren. Dadurch vermeiden Sie Freischneidemarkierungen.
Start- und Endpunkt
Start- und Endpunkt liegen nahe am ersten bzw. letzten Konturpunkt
außerhalb des Werkstücks und sind ohne Radiuskorrektur zu
programmieren.
Anfahren
U
G26
nach dem Satz eingeben, in dem der erste Konturpunkt
programmiert ist: Das ist der erste Satz mit Radiuskorrektur G41/G42
Wegfahren
U
G27
nach dem Satz eingeben, in dem der letzte Konturpunkt
programmiert ist: Das ist der letzte Satz mit Radiuskorrektur G41/G42
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B
Den Radius für G26 und G27 müssen Sie so wählen, dass
die TNC die Kreisbahn zwischen Startpunkt und erstem
Konturpunkt sowie letztem Konturpunkt und Endpunkt
ausführen kann.