Werkzeug-einsatzprüfung, 4 pr ogr a mmlauf – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Benutzerhandbuch
Seite 514
514
Programm-Test und Programmlauf
16.4 Pr
ogr
a
mmlauf
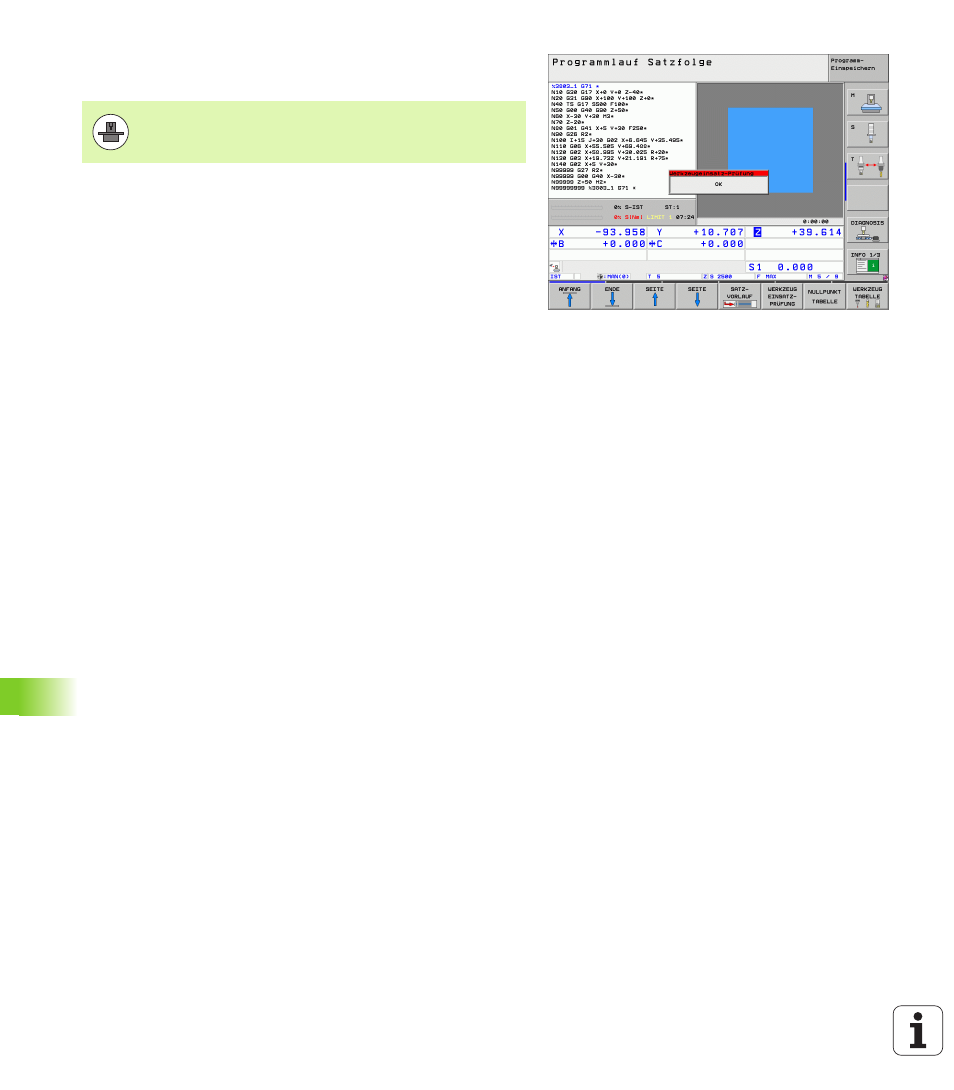
Werkzeug-Einsatzprüfung
Um eine Werkzeug-Einsatzprüfung durchführen zu können, müssen
folgende Voraussetzungen erfüllt sein:
Bit2 des Maschinen-Parameters 7246 muss =1 gesetzt sein
Bearbeitungszeit ermitteln in der Betriebsart Programm-Test muss
aktiv sein
Das zu prüfende Klartext-Dialog-Programm muss in der Betriebsart
Programm-Test
vollständig simuliert worden sein
Über den Softkey WERKZEUG EINSATZPRÜFUNG können sie vor
dem Start eines Programmes in der Betriebsart Abarbeiten prüfen, ob
die verwendeten Werkzeuge noch über genügend Reststandzeit
verfügen. Die TNC vergleicht hierbei die Standzeit-Istwerte aus der
Werkzeug-Tabelle, mit den Sollwerten aus der Werkzeug-
Einsatzdatei.
Die TNC zeigt, nachdem Sie den Softkey betätigt haben, das Ergebnis
der Einsatzprüfung in einem Überblendfenster an. Überblendfenster
mit Taste CE schließen.
Die Funktion Werkzeug-Einsatzprüfung muss vom
Maschinenhersteller freigegeben werden. Beachten Sie
Ihr Maschinenhandbuch.