HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Benutzerhandbuch
Seite 397
HEIDENHAIN iTNC 530
397
12.2 Die PLANE-F
u
nktion: Sc
hw
enk
e
n der Bearbeit
ungsebene
(Sof
tw
ar
e-Option 1)
U
Abstand Drehpunkt von WZ-Spitze
(inkremental): Die TNC schwenkt
das Werkzeug (den Tisch) um die Werkzeugspitze ein. Über den
Parameter ABST verlagern Sie den Drehpunkt der
Einschwenkbewegung bezogen auf die aktuelle Position der
Werkzeugspitze.
U
Vorschub? F=
: Bahngeschwindigkeit, mit der das Werkzeug
einschwenken soll
Drehachsen in einem separaten Satz einschwenken
Wenn Sie die Drehachsen in einem separaten Positioniersatz
einschwenken wollen (Option STAY gewählt), gehen Sie wie folgt vor:
U
Beliebige PLANE-Funkion wählen, automatisches Einschwenken mit
STAY
definieren. Beim Abarbeiten berechnet die TNC die
Positionswerte der an Ihrer Maschine vorhandenen Drehachsen und
legt diese in den Systemparametern Q120 (A-Achse), Q121 (B-
Achse) und Q122 (C-Achse) ab
U
Positioniersatz definieren mit den von der TNC berechneten
Winkelwerten
NC-Beispielsätze: Maschine mit C-Rundtisch und A-Schwenktisch auf
einen Raumwinkel B+45° einschwenken.
1
1
1
1
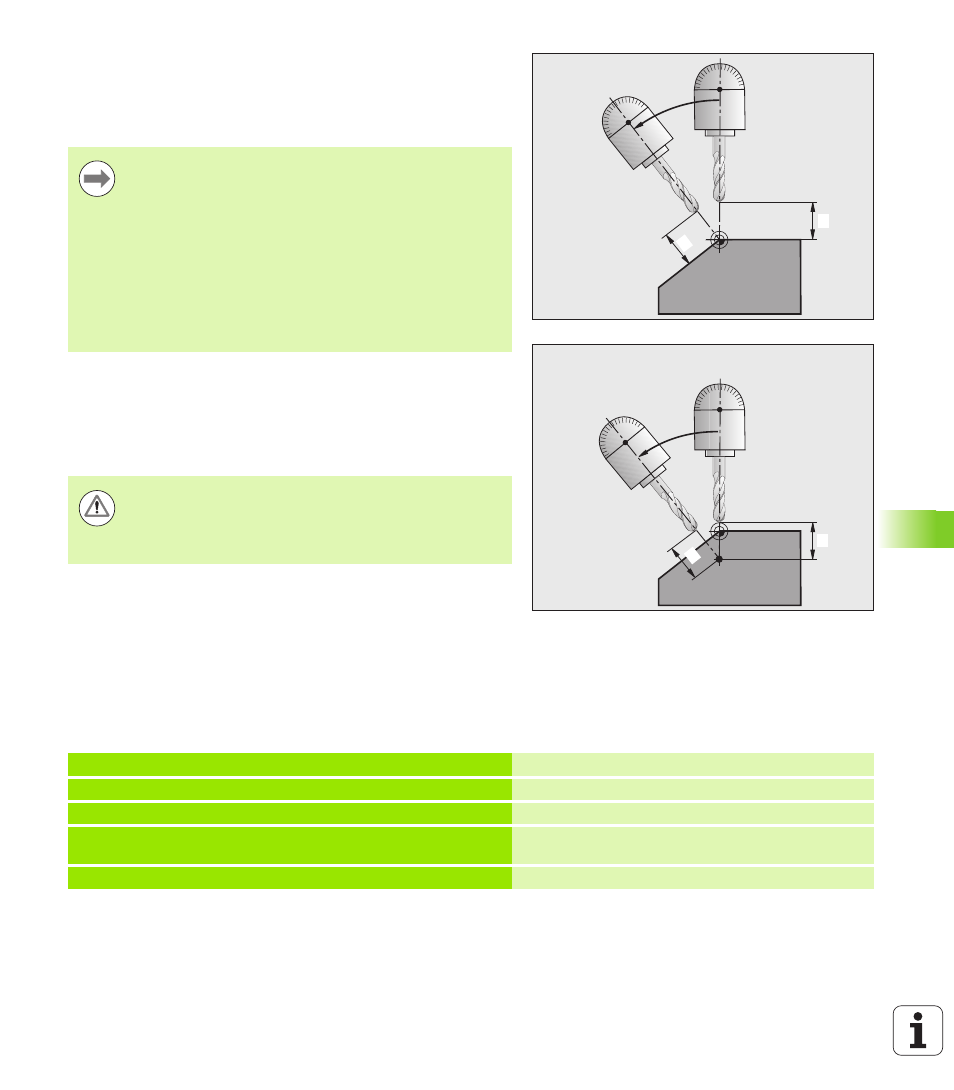
Beachten Sie!
Wenn das Werkzeug vor dem Einschwenken auf dem
angegebenen Abstand zum Werkstück steht, dann
steht das Werkzeug auch nach dem Einschwenken
relativ gesehen auf der gleichen Position (siehe Bild
rechts Mitte,
1
= ABST)
Wenn das Werkzeug vor dem Einschwenken nicht auf
dem angegebenen Abstand zum Werkstück steht, dann
steht das Werkzeug nach dem Einschwenken relativ
gesehen versetzt zur ursprünglichen Position (siehe Bild
rechts unten,
1
= ABST)
Kollisionsgefahr!
Werkzeug so vorpositionieren, dass beim Einschwenken
keine Kollision zwischen Werkzeug und Werkstück
(Spannmittel) erfolgen kann.
...
12 L Z+250 R0 FMAX
Auf sichere Höhe positionieren
13 PLANE SPATIAL SPA+0 SPB+45 SPC+0 STAY
PLANE-Funktion definieren und aktivieren
14 L A+Q120 C+Q122 F2000
Drehachse positionieren mit den von der TNC
berechneten Werten
...
Bearbeitung in der geschwenkten Ebene definieren