Universal-bohren (zyklus g203), Seite 320 – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 320
320
8 Programmieren: Zyklen
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
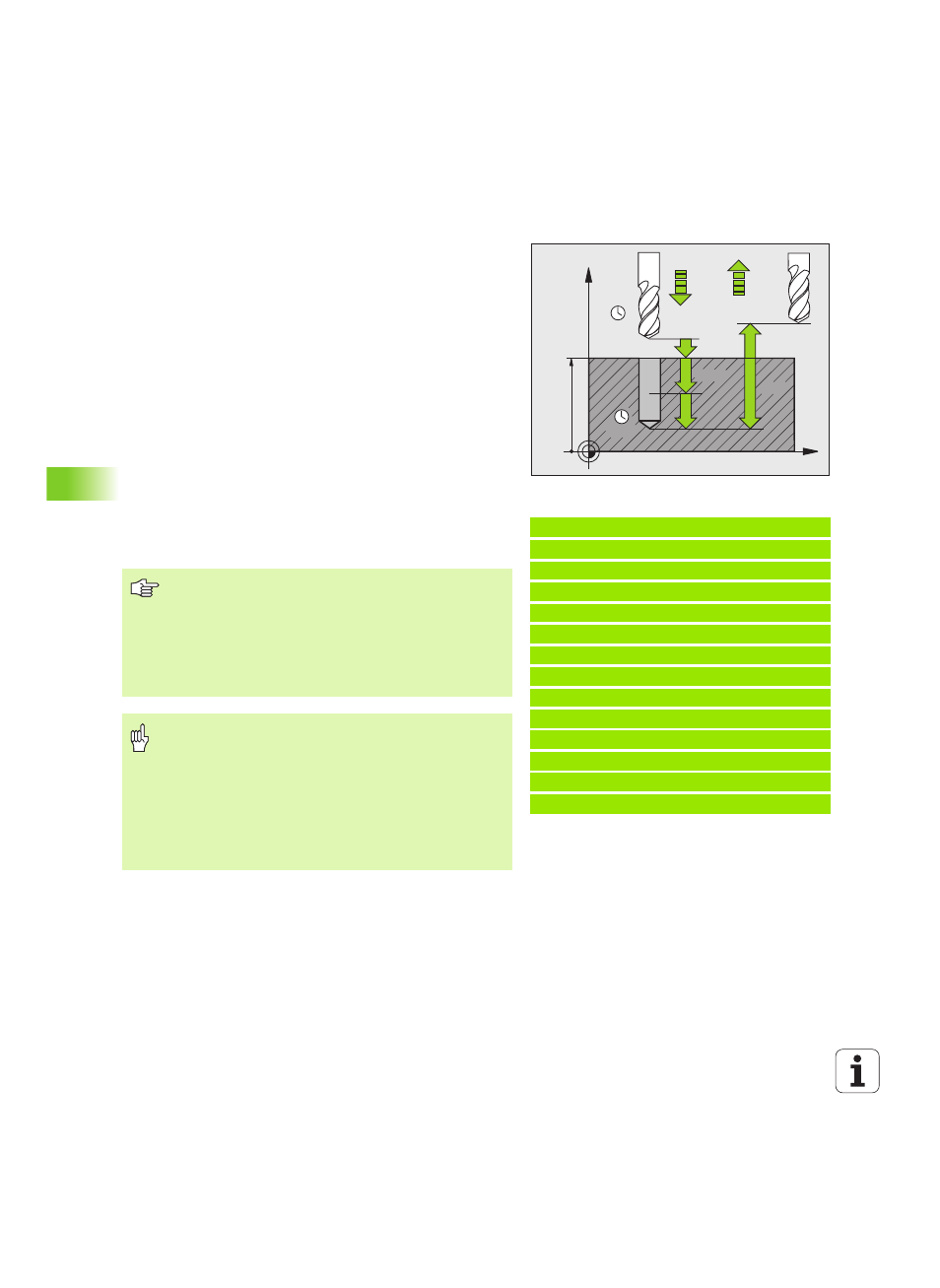
UNIVERSAL-BOHREN (Zyklus G203)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
auf den eingegebenen Sicherheits-Abstand über der Werkstück-
Oberfläche
2
Das Werkzeug bohrt mit dem eingegebenen Vorschub F bis zur
ersten Zustell-Tiefe
3
Falls Spanbruch eingegeben, fährt die TNC das Werkzeug um den
eingegebenen Rückzugswert zurück. Wenn Sie ohne Spanbruch
arbeiten, dann fährt die TNC das Werkzeug mit dem Vorschub
Rückzug auf den Sicherheits-Abstand zurück, verweilt dort – falls
eingegeben – und fährt anschließend wieder im Eilgang bis auf
Sicherheits-Abstand über die erste Zustell-Tiefe
4
Anschließend bohrt das Werkzeug mit Vorschub um eine weitere
Zustell-Tiefe. Die Zustell-Tiefe verringert sich mit jeder Zustellung
um den Abnahmebetrag – falls eingegeben
5
Die TNC wiederholt diesen Ablauf (2-4), bis die Bohrtiefe erreicht
ist
6
Am Bohrungsgrund verweilt das Werkzeug – falls eingegeben –
zum Freischneiden und wird nach der Verweilzeit mit dem
Vorschub Rückzug auf den Sicherheits-Abstand zurückgezogen.
Falls Sie einen 2. Sicherheits-Abstand eingegeben haben, fährt die
TNC das Werkzeug mit Eilgang dorthin
Beispiel: NC-Sätze
N110 G203 UNIVERSAL-BOHREN
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q202=5
;ZUSTELL-TIEFE
Q210=0
;VERWEILZEIT OBEN
Q203=+20
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q212=0.2
;ABNAHMEBETRAG
Q213=3
;SPANBRUECHE
Q205=3
;MIN. ZUSTELL-TIEFE
Q211=0.25
;VERWEILZEIT UNTEN
Q208=500
;VORSCHUB RUECKZUG
Q256=0.2
;RZ BEI SPANBRUCH
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Mit Maschinen-Parameter 7441 Bit 2 stellen Sie ein, ob die
TNC bei der Eingabe einer positiven Tiefe eine
Fehlermeldung ausgeben soll (Bit 2=1) oder nicht (Bit
2=0).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das
Werkzeug fährt also in der Werkzeug-Achse mit Eilgang
auf Sicherheits-Abstand unter die Werkstück-Oberfläche!