Seite 423, 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 423
HEIDENHAIN iTNC 530
423
8.6 SL
-Zyklen
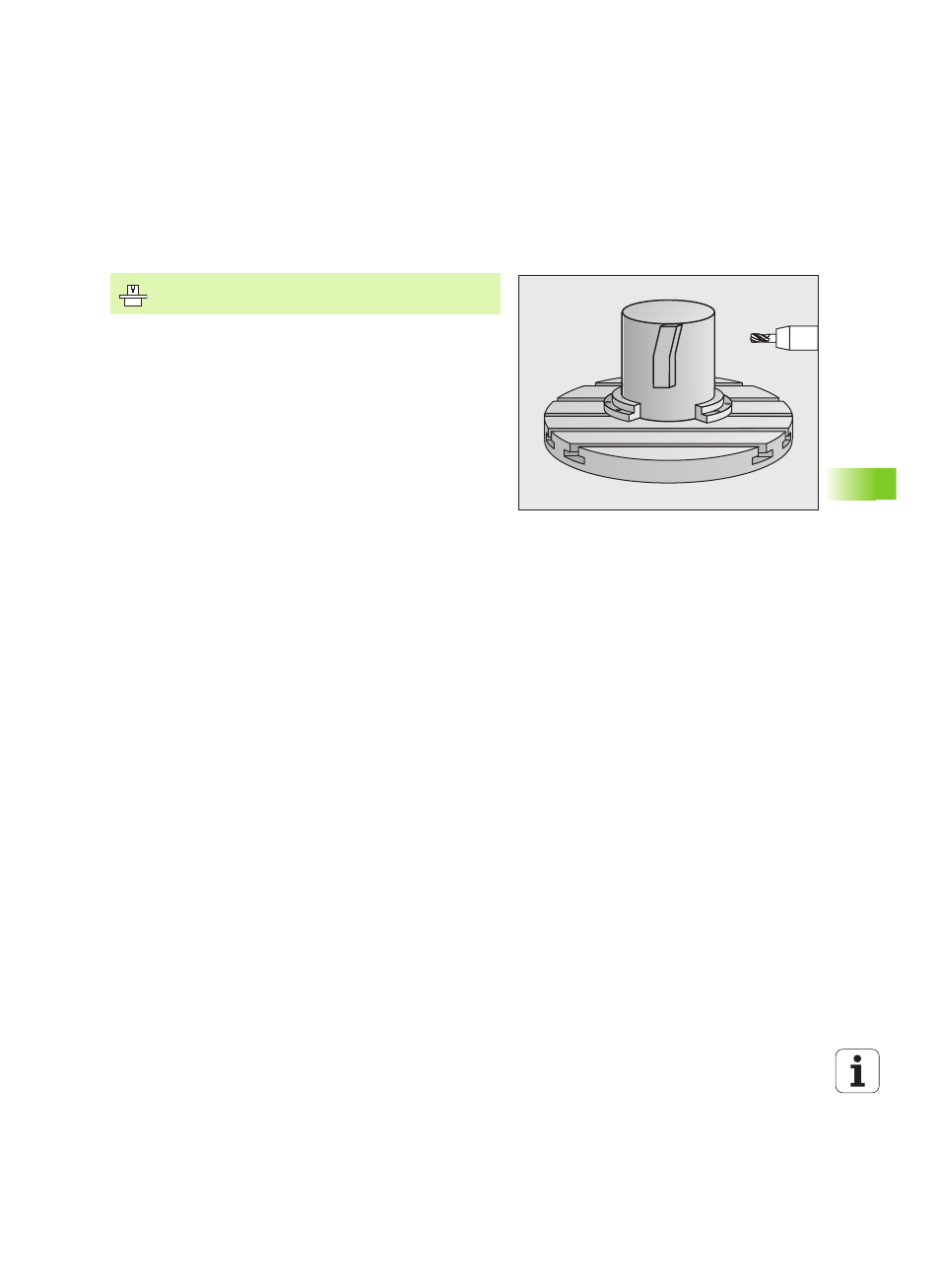
ZYLINDER-MANTEL Außenkontur fräsen
(Zyklus G139, Software-Option 1)
Mit diesem Zyklus können Sie eine auf der Abwicklung definierte
offene Kontur auf den Mantel eines Zylinders übertragen. Die TNC
stellt das Werkzeug bei diesem Zyklus so an, dass die Wand der
gefrästen Kontur bei aktiver Radiuskorrektur parallel zur Zylinderachse
verläuft.
Im Gegensatz zu den Zyklen 28 und 29 definieren Sie im Kontur-
Unterprogramm die tatsächlich herzustellende Kontur.
1
Die TNC positioniert das Werkzeug über den Startpunkt der
Bearbeitung. Den Startpunkt legt die TNC um dem Werkzeug-
Durchmesser versetzt neben dem ersten im Kontur-
Unterprogramm definierten Punkt
2
Nachdem die TNC auf die erste Zustelltiefe positioniert hat, fährt
das Werkzeug auf einem Kreisbogen mit Fräsvorschub Q12
tangential an die Kontur an. Ggf. wird das Schlichtaufmaß Seite
berücksichtigt
3
Auf der ersten Zustelltiefe fräst das Werkzeug mit dem
Fräsvorschub Q12 entlang der Kontur, bis der definierte Konturzug
vollständig hergestellt ist
4
Anschließend fährt das Werkzeug tangential von der Stegwand
weg zurück zum Startpunkt der Bearbeitung
5
Die Schritte 2 bis 4 wiederholen sich, bis die programmierte
Frästiefe Q1 erreicht ist
6
Abschließend fährt das Werkzeug in der Werkzeug-Achse zurück
auf die sichere Höhe oder auf die zuletzt vor dem Zyklus
programmierte Position (abhängig von Maschinen-Parameter
7420)
Maschine und TNC müssen vom Maschinenhersteller
vorbereitet sein.