8 zyklen zum abz e ilen – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 453
HEIDENHAIN iTNC 530
453
8.8 Zyklen zum Abz
e
ilen
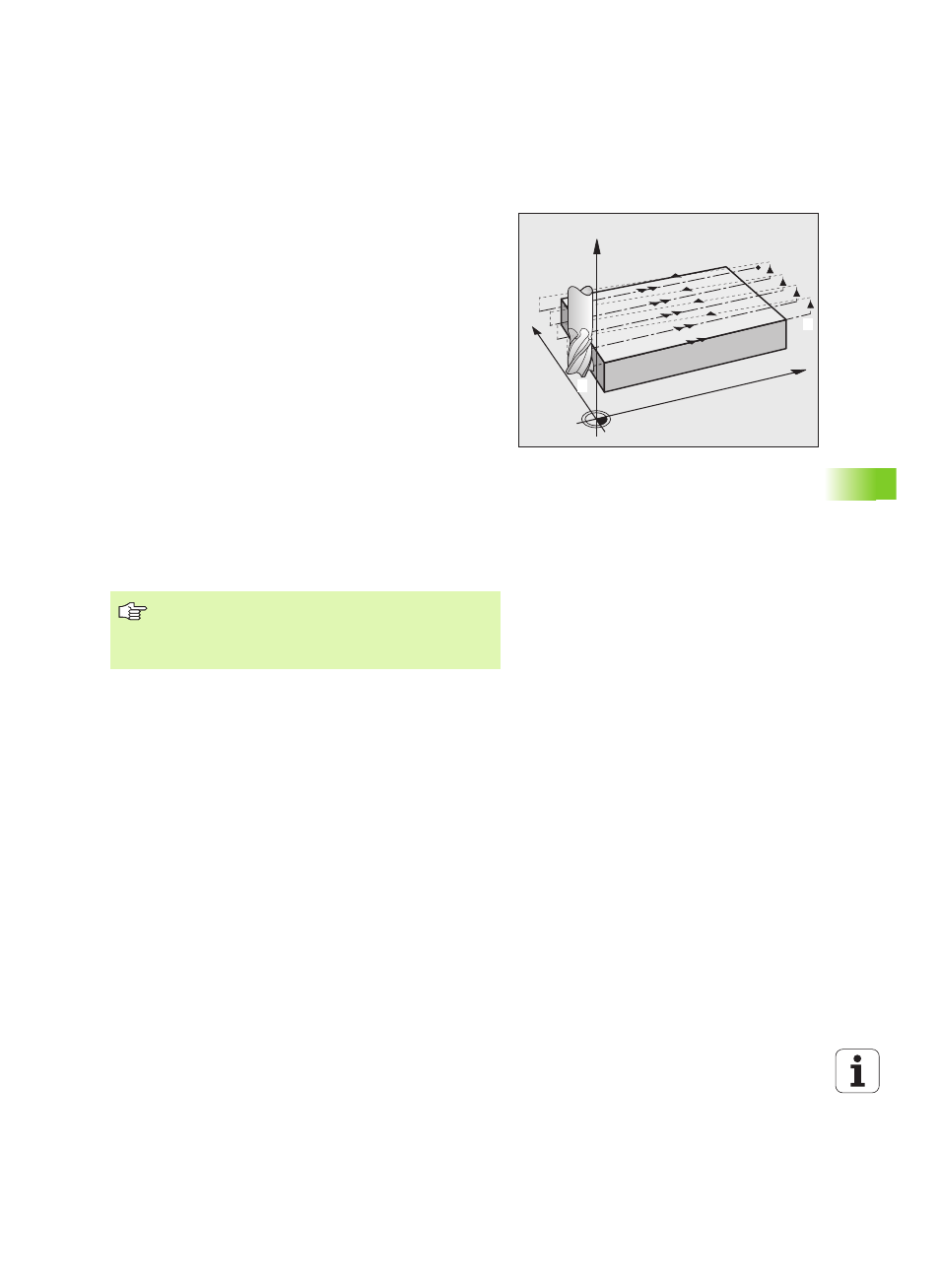
Strategie Q389=2
3
Danach fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt
2
. Der Endpunkt liegt ausserhalb der
Fläche, die TNC berechnet ihn aus dem programmierten
Startpunkt, der programmierten Länge, dem programmierten
seitlichen Sicherheits-Abstand und dem Werkzeug-Radius
4
Die TNC fährt das Werkzeug in der Spindelachse auf Sicherheits-
Abstand über die aktuelle Zustell-Tiefe und fährt im Vorschub
Vorpositionieren direkt zurück auf den Startpunkt der nächsten
Zeile. Die TNC berechnet den Versatz aus der programmierten
Breite, dem Werkzeug-Radius und dem maximalen Bahn-
Überlappungs-Faktor
5
Danach fährt das Werkzeug wieder auf die aktuelle Zustell-Tiefe
und anschließend wieder in Richtung des Endpunktes
2
6
Der Abzeil-Vorgang wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist. Am Ende der letzten Bahn erfolgt die
Zustellung auf die nächste Bearbeitungstiefe
7
Um Leerwege zu vermeiden, wird die Fläche anschließend in
umgekehrter Reihenfolge bearbeitet
8
Der Vorgang wiederholt sich, bis alle Zustellungen ausgeführt sind.
Bei der letzten Zustellung wird lediglich das eingegebene
Schlichtaufmaß im Vorschub Schlichten abgefräst
9
Am Ende fährt die TNC das Werkzeug mit Eilgang zurück auf den
2. Sicherheits-Abstand
X
Y
Z
1
2
Beachten Sie vor dem Programmieren
2. Sicherheits-Abstand Q204 so eingeben, dass keine
Kollision mit dem Werkstück oder Spannmitteln erfolgen
kann.