Abzeilen (zyklus g230), Seite 446, 8 zyklen zum abz e ilen – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 446
446
8 Programmieren: Zyklen
8.8 Zyklen zum Abz
e
ilen
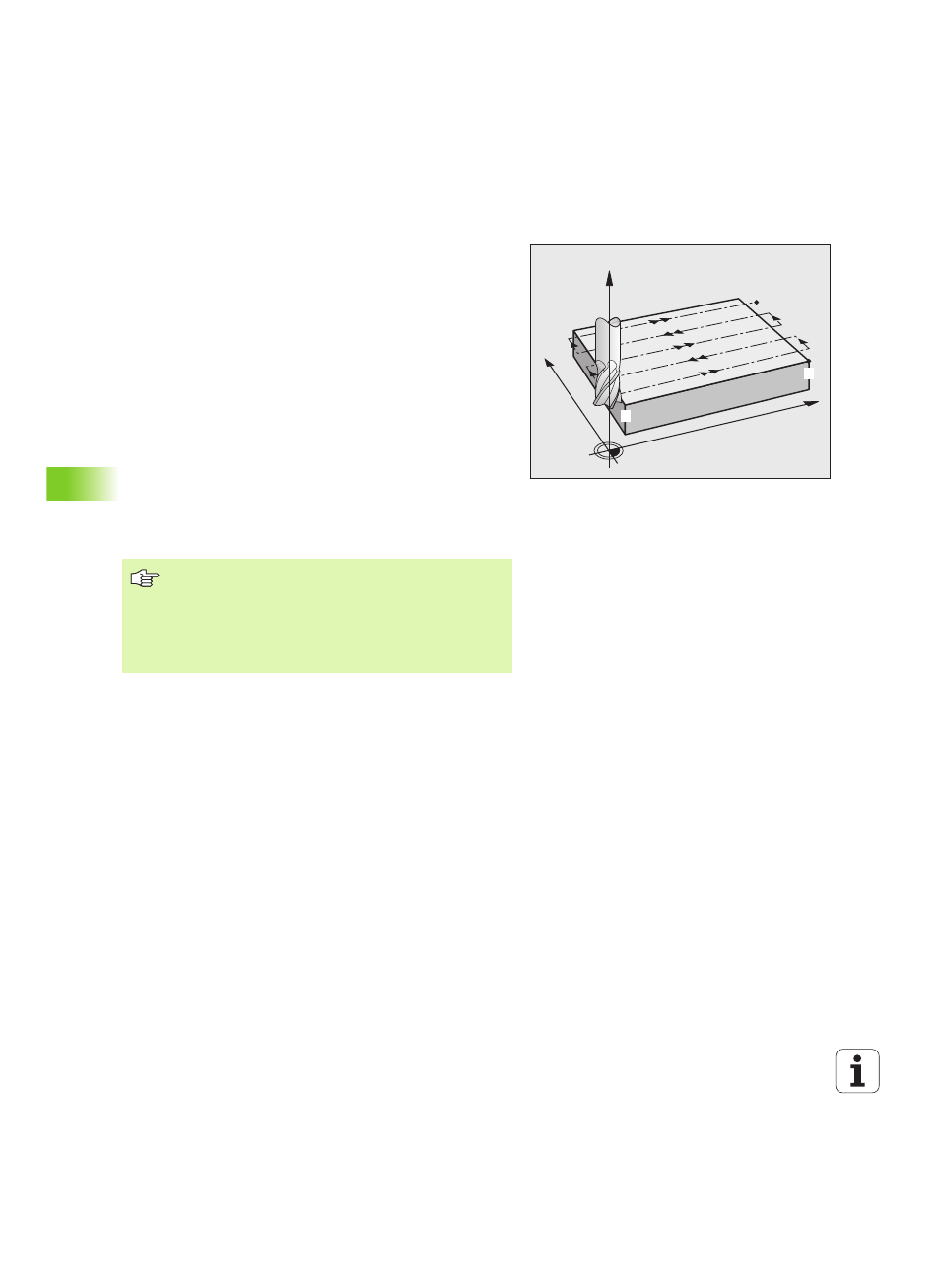
ABZEILEN (Zyklus G230)
1
Die TNC positioniert das Werkzeug im Eilgang von der aktuellen
Position aus in der Bearbeitungsebene auf den Startpunkt
1
; die
TNC versetzt das Werkzeug dabei um den Werkzeug-Radius nach
links und nach oben
2
Anschließend fährt das Werkzeug mit Eilgang in der Spindelachse
auf Sicherheits-Abstand und danach im Vorschub Tiefenzustellung
auf die programmierte Startposition in der Spindelachse
3
Danach fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt
2
; den Endpunkt berechnet die TNC aus
dem programmierten Startpunkt, der programmierten Länge und
dem Werkzeug-Radius
4
Die TNC versetzt das Werkzeug mit Vorschub Fräsen quer auf den
Startpunkt der nächsten Zeile; die TNC berechnet den Versatz aus
der programmierten Breite und der Anzahl der Schnitte
5
Danach fährt das Werkzeug in negativer Richtung der 1. Achse
zurück
6
Das Abzeilen wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist
7
Am Ende fährt die TNC das Werkzeug mit Eilgang zurück auf den
Sicherheits-Abstand
X
Y
Z
1
2
Beachten Sie vor dem Programmieren
Die TNC positioniert das Werkzeug von der aktuellen
Position zunächst in der Bearbeitungsebene und
anschließend in der Spindelachse auf den Startpunkt.
Werkzeug so vorpositionieren, dass keine Kollision mit
dem Werkstück oder Spannmitteln erfolgen kann.