7 sl -zyklen mit k ont urf o rm el – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Benutzerhandbuch
Seite 441
Advertising
HEIDENHAIN iTNC 530
441
8.7 SL
-Zyklen mit K
ont
urf
o
rm
el
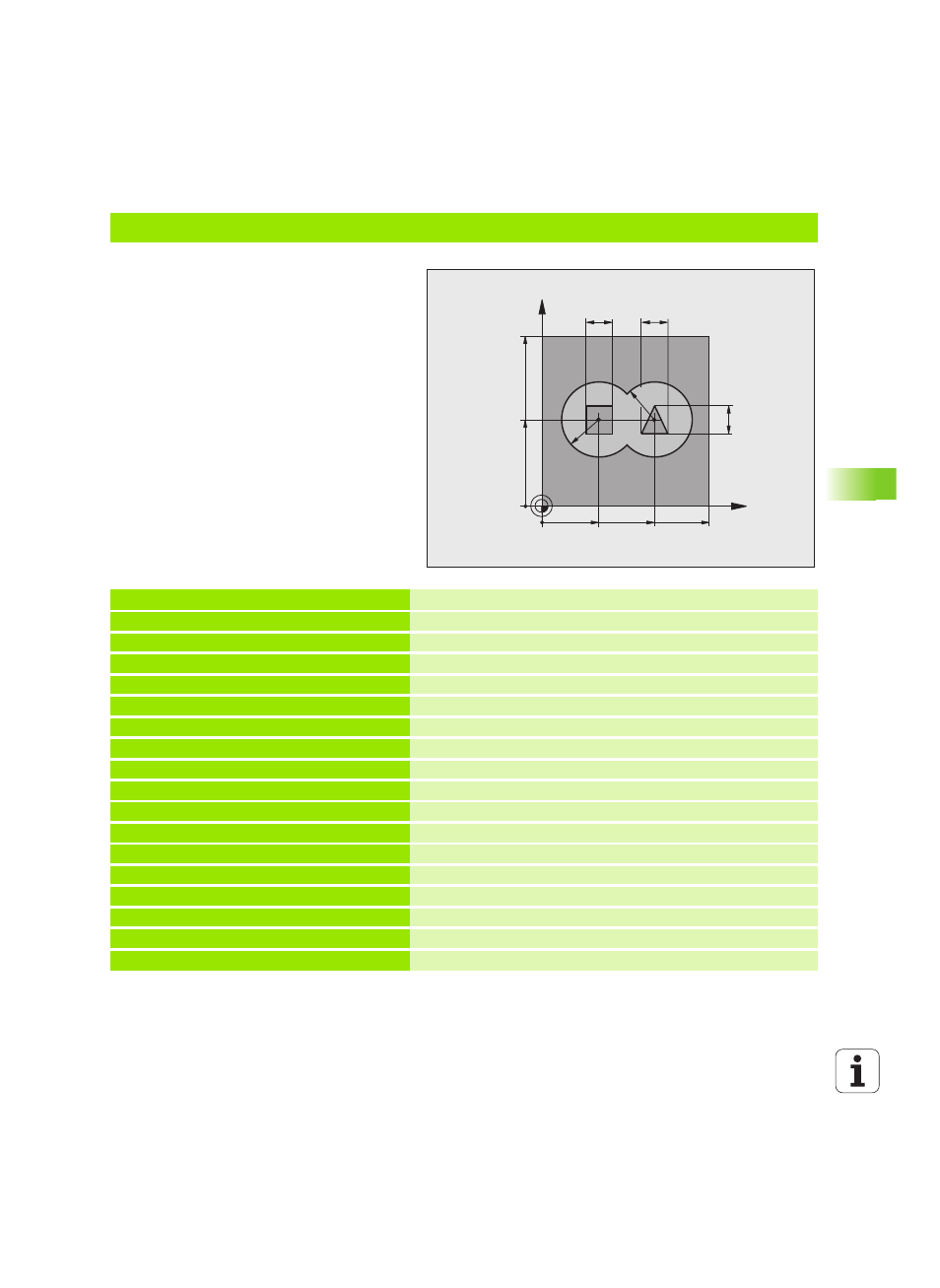
Beispiel: Überlagerte Konturen mit Konturformel schruppen und schlichten
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Rohteil-Definition
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
Werkzeug-Definition Schruppfräser
N40 G99 T2 L+0 R+3 *
Werkzeug-Definition Schlichtfräser
N50 T1 G17 S2500 *
Werkzeug-Aufruf Schruppfräser
N60 G00 G40 G90 Z+250 *
Werkzeug freifahren
N70 %:CNT: “MODEL“ *
Konturdefinitions-Programm festlegen
N80 G120 KONTUR-DATEN
Allgemeine Bearbeitungs-Parameter festlegen
Q1=-20
;FRAESTIEFE
Q2=1
;BAHN-UEBERLAPPUNG
Q3=+0.5
;AUFMASS SEITE
Q4=+0.5
;AUFMASS TIEFE
Q5=+0
;KOOR. OBERFLAECHE
Q6=2
;SICHERHEITS-ABST.
Q7=+100
;SICHERE HOEHE
Q8=0.1
;RUNDUNGSRADIUS
Q9=-1
;DREHSINN
X
Y
35
50
100
100
16
16
R25
65
16
R25
Advertising