Instandhaltung – Beisler 1265-4 Benutzerhandbuch
Seite 51
Serviceanleitung Einkopf-Umstechautomat 1265-4
Beisler GmbH
C-15
C.5
Instandhaltung
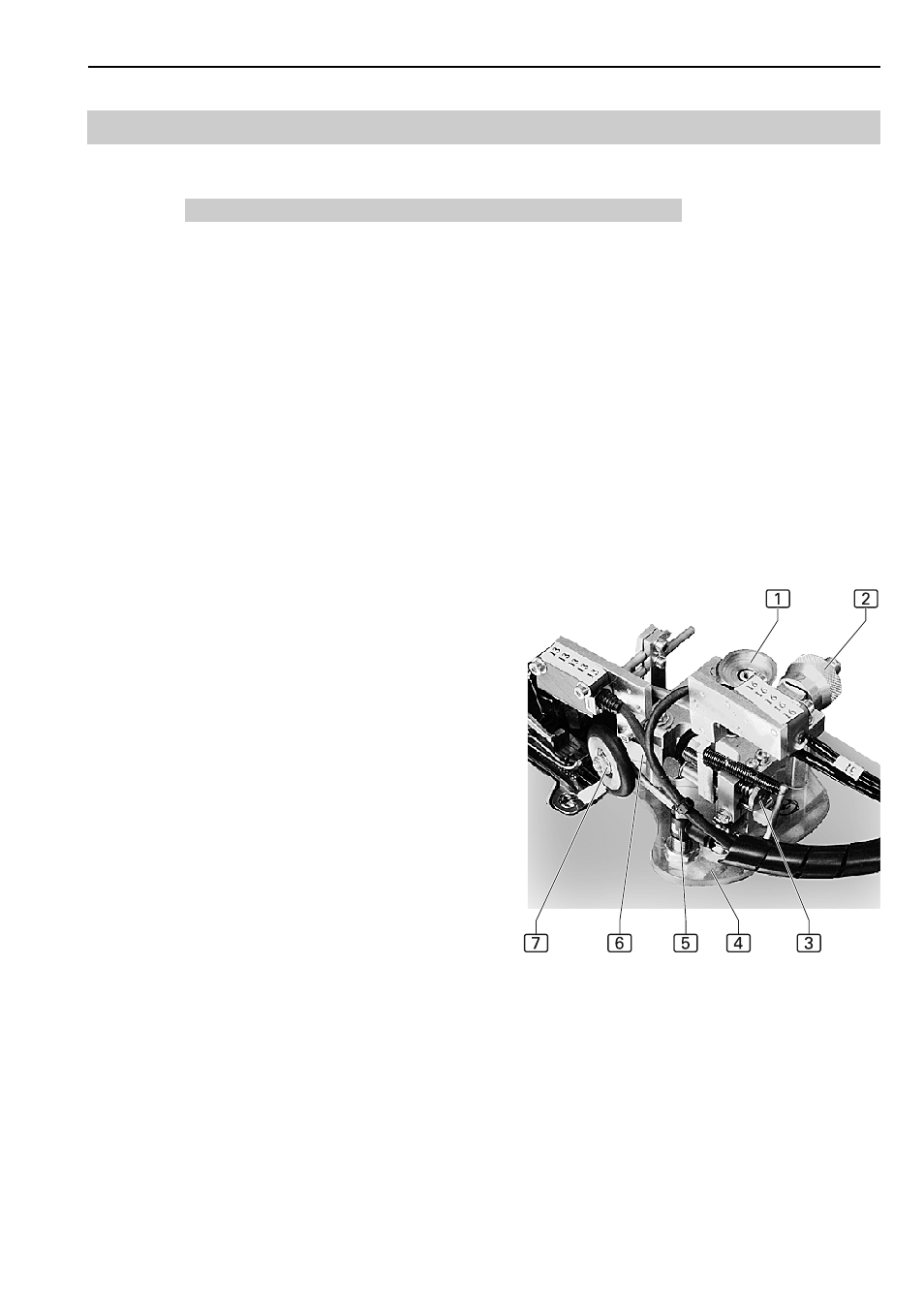
C.5.8 Konturenführung einstellen
An der Konturenführung werden folgenden drei Einstellungen vorge-
nommen.
Höhenschnellverstellung:
Abb. 6: Am Stellrad 2 der 4-stufigen Höhenschnellverstellung wird die
Grobeinstellung der Materialstärke vorgenommen. Der Abstand der
Stoffdurchführung zur Arbeitsplatte erhöht sich um einem fixen Wert
von jeweils 0,8 mm. Die eingestellte Stufe wird am Stellrad abgelesen.
Stufe 1
0,8 mm
Stufe 2
1,6 mm
Stufe 3
2,4 mm
Stufe 4
3,2 mm
Höhenfeineinstellung:
Die Voreinstellung über die Höhenschnellverstellung 2 wird durch die
Höhenfeineinstellung 1 nachjustiert. Als Maßgabe zur Einstellung gilt:
Die Gleitplatte 4 der Konturenführung sollte sich so tief wie möglich
absenken, der Stoff sollte so leicht wie möglich unter der Gleitplatte
durchgleiten.
1. Nähmaterial unter die Gleitplatte schieben.
2. Gleitplatte mit der Hand bis zum Anschlag
nach unten drücken.
3. Um die Gleitplatte weiter abzusenken, die
Stellschraube 1 gegen den Uhrzeigersinn
drehen.
4. Gleitfähigkeit des Nähmaterials überprü-
fen, Stoff unter der Gleitplatte durchziehen.
Anpressdruck Konturenrolle:
Der Anpressdruck der Konturenrolle 7 ist
maßgebend für die konstante Führung der
Nähstücke entlang des Anschlages 6 der
Näheinrichtung. Die Stärke des Anpressdruk-
kes wird experimentell eingestellt.
1. Nähstück anlegen und Maschinenablauf
starten. Werden die Nähstücke beim
Transport seitlich vom Anschlag weg ver-
schoben, ist der Anpressdruck zu niedrig.
Stellschraube 3 gegen den Uhrzeigersinn
drehen, um den Anpressdruck zu erhöhen.
2. Werfen sich die Nähstücke am Anschlag auf, ist der Anpressdruck
zu hoch. Anpressdruck ansenken, Stellschraube 3 im Uhrzeiger-
sinn drehen.
3. Der Druck der Blaseinrichtung 5 sollte nicht verstellt werden.
Abb. 6