Lochstechhöhenfaktor für dickere materialien -12, Bedienung – Hypertherm THC X-Y Table Torch Height Control Benutzerhandbuch
Seite 119
BEDIENUNG
12/2/98
4-12
Command THC (X-Y)
Betriebsanleitung
Lochstechhöhenfaktor für dickere Materialien
Allgemein:
Wenn Blechdicken von etwa 19 mm oder dicker geschnitten werden, kann der Brenner
beim Lochstechvorgang das geschmolzene Material auf dem Werkstück berühren. Siehe
Abbildung 4-5. Um dies zu verhindern, können der Schneidabstand und der
Lochstechhöhenfaktor so eingestellt werden, daß der Brenner über das geschmolzene
Material springt, sobald der Lochstechvorgang beendet ist.
Wann anwendbar: Wenn der Brenner in das geschmolzene Material eintaucht, daß sich beim
Lochstechvorgang auf dem Werkstück angesammelt hat. Diese Funktion nicht
verwenden, wenn dieses Problem beim Lochstechvorgang nicht auftritt.
Anwendung:
Den Schneidabstand auf den doppelten Wert der gewünschten Lochstechhöhe
einstellen. Einen Lochstechhöhenfaktor von 50 % eingeben. (Hierbei handelt es sich um
Anfangswerte, die zur Verbesserung der Schnitte weiter eingestellt werden können.)
Nach der Lochstechverzögerung wird der Brenner auf den Schneidabstand für die
Maschinenbeschleunigungsverzögerung (Umgehung des geschmolzenen Materials)
hochgezogen und anschließend durch die automatische Spannungssteuerung (AVC)
gesteuert. Die Reihenfolge der Vorgänge ist in Abbildung 4-6 zu finden.
BEISPIEL:
Gewünschte Lochstechhöhe
=
1 mm
Schneidabstand
=
2 mm
Lochstechhöhenfaktor
=
50 %
2 mm x 50 % = 1 mm*
Lochstechhöhe
=
1 mm
*Das THC-System berechnet diesen Wert.
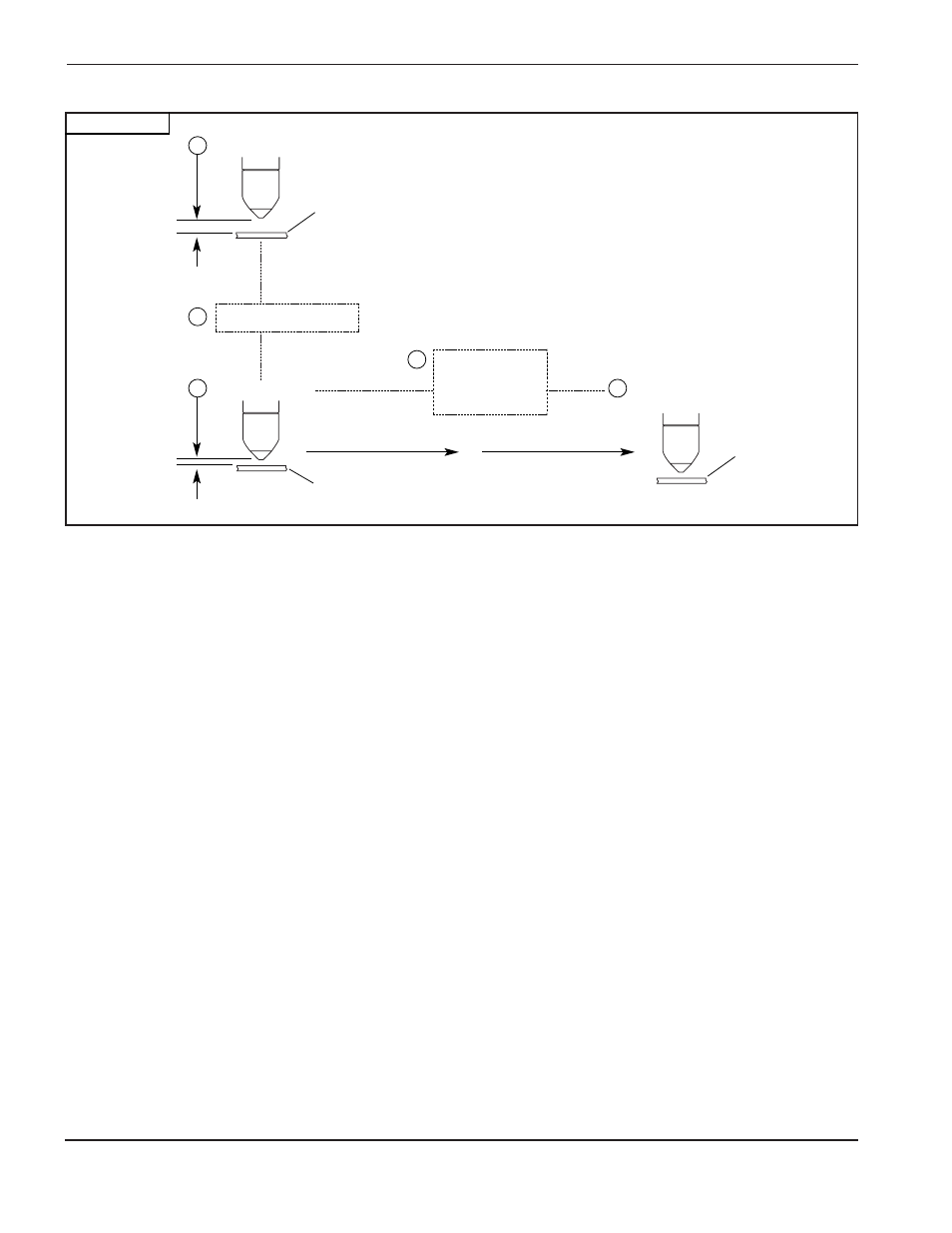
Abbildung 4-4
Typischer Lochstechhöhenfaktor – Reihenfolge der Vorgänge
VORGANG
1
2
4
Lochstechhöhe
Lochstechverzögerung
3
Werkstück
5
Maschinen-
beschleunigungs-
verzögerung
Automatische
Spannungssteuerung
Werkstück
Schneidabstand
Werkstück