Unlegierter stahl – 3 zoll unter wasser 100 a, Plasma / luft sekundär – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 97
15
OPERATION
MAX200
(Maschinenbrenner) Betriebsanleitung
4-37
1/8
5/64
2
115
200
5080
0,0
3/16
1/8
3
120
125
3175
0,5
1/4
1/8
3
120
90
2280
0,5
3/8
1/8
3
125
70
1780
0,5
1/2
1/8
3
125
55
1400
*
3
2
5/64
115
5080
200
0,0
5
3
1/8
120
3175
125
0,5
6
3
1/8
120
2280
90
0,5
10
3
1/8
125
1780
70
0,5
12
3
1/8
125
1400
55
*
19
1,4-1,6
4,1-4,4
132
4,8
40
20-24
60-64
280
70
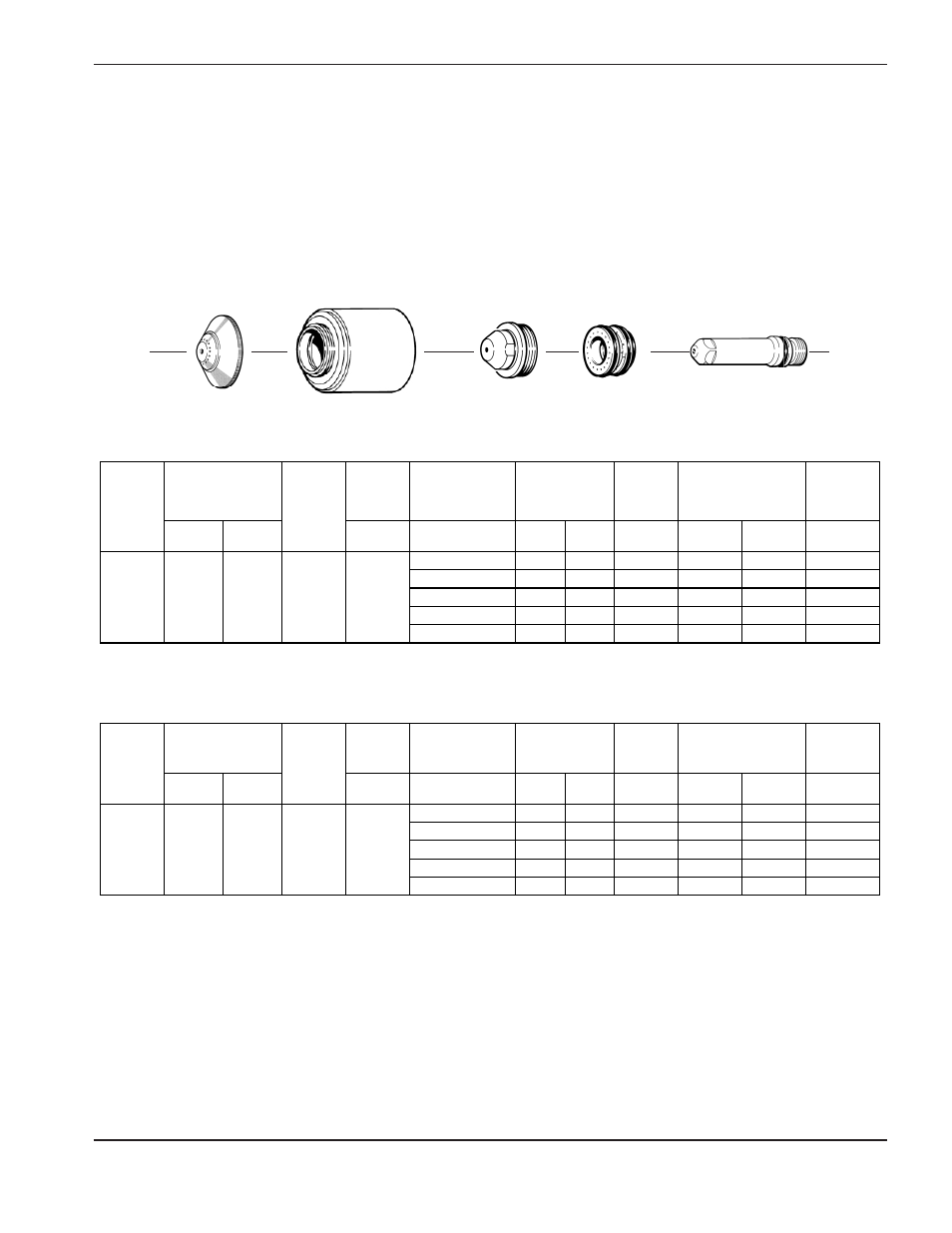
Unlegierter Stahl – 3 Zoll unter Wasser
100 A
•
O
2
Plasma / Luft Sekundär
Diese Gaskombination ermöglicht eine gute Schneidgeschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann ein wenig Oberflächennitrierung auftreten. Obwohl dieses Verfahren bei dickeren
Blechen verwendet werden kann, liegt der empfohlene Optimalbereich bei <10 mm.
Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Bei 15 m langen Leitungen 0.34 Bar TEST-Druck für jede 15 m zusätzliche Leitungslänge aufschlagen.
* Produktionsschneiden bei einer Dicke von mehr als 10 mm wird nicht empfohlen.
020448
Schutzschild
020616
Düse
020423
Brennerkappe
120547
Elektrode
020617
Wirbelring
Plasmagas-
durchfluss
%
(SCFH)
Plasmagas-
durchfluss
%
(l/min)
Sekundär-
gas-
durchfluss %
(SCFH)
Sekundär-
gas-
durchfluss %
(l/min)
Sekundär-
gasdruck
Sekundär-
gasdruck
Blechdicke
Blechdicke
Abstand Brenner
zum Werkstück
Abstand Brenner
zum Werkstück
Lichtbogen
Spannung
Schneid-
geschwindigkeit
Schneid-
geschwindigkeit
Bewegungs-
verzögerung
in etwa
Bewegungs-
verzögerung
in etwa
(Zoll)
(Zoll)
(Zoll)
(Zoll/min)
(Zoll/min)
(V)
Lichtbogen
Spannung
(V)
(sek.)
(sek.)
Plasmagasdruck
Plasmagasdruck
ENGLISCHES
METRISCHES
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)