Taschenfraesen (zyklus 4) – HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 275
HEIDENHAIN TNC 620
275
8.3 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
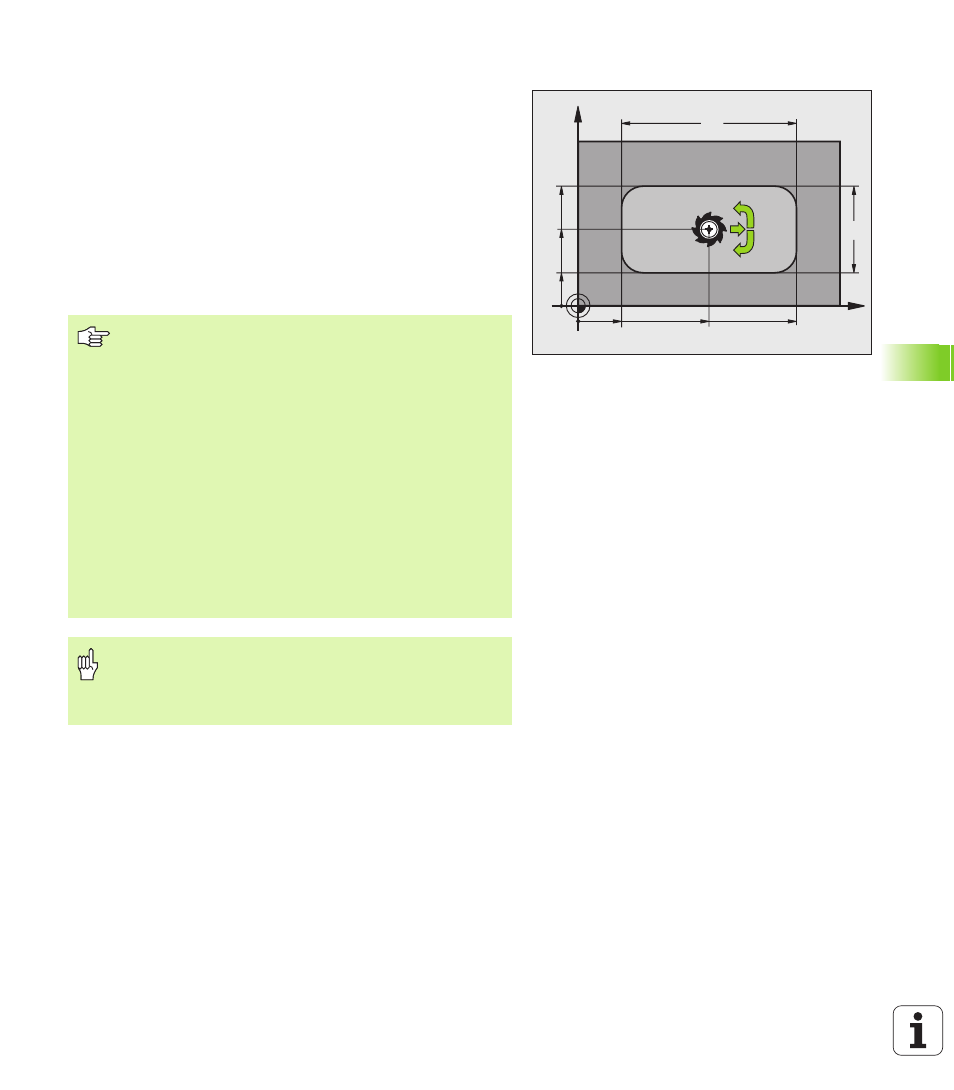
TASCHENFRAESEN (Zyklus 4)
Die Zyklen 1, 2, 3, 4, 5, 17, 18 befinden sich in der Zyklen-Gruppe
Sonder-Zyklen. Wählen Sie hier, in der zweiten Softkey-Leiste, den
Softkey OLD CYCLS.
1
Das Werkzeug sticht an der Startposition (Taschenmitte) in das
Werkstück ein und fährt auf die erste Zustell-Tiefe
2
Anschließend fährt das Werkzeug zunächst in die positive
Richtung der längeren Seite – bei quadratischen Taschen in die
positive Y-Richtung – und räumt dann die Tasche von innen nach
außen aus
3
Dieser Vorgang wiederholt sich (1 bis 2), bis die Tiefe erreicht ist
4
Am Ende des Zyklus fährt die TNC das Werkzeug auf die
Startposition zurück
X
Y
DR+
40
80
55
35
15
100
60
20
DR
Beachten Sie vor dem Programmieren
Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844) oder Vorbohren in der
Taschenmitte.
Vorpositionieren über Taschenmitte mit Radiuskorrektur
R0.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche)
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0
programmieren, dann führt die TNC den Zyklus nicht aus.
Für die 2. Seiten-Länge gilt folgende Bedingung: 2.Seiten-
Länge größer als [(2 x Rundungs-Radius) + Seitliche
Zustellung k].
Mit dem Maschinen-Parameter displayDepthErr stellen
Sie ein, ob die TNC bei der Eingabe einer positiven Tiefe
eine Fehlermeldung ausgeben soll (on) oder nicht (off).
Achtung Kollisionsgefahr!