HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 291
HEIDENHAIN TNC 620
291
8.3 Zyklen zum F
räsen v
on
T
a
sc
hen, Zapf
en und Nut
e
n
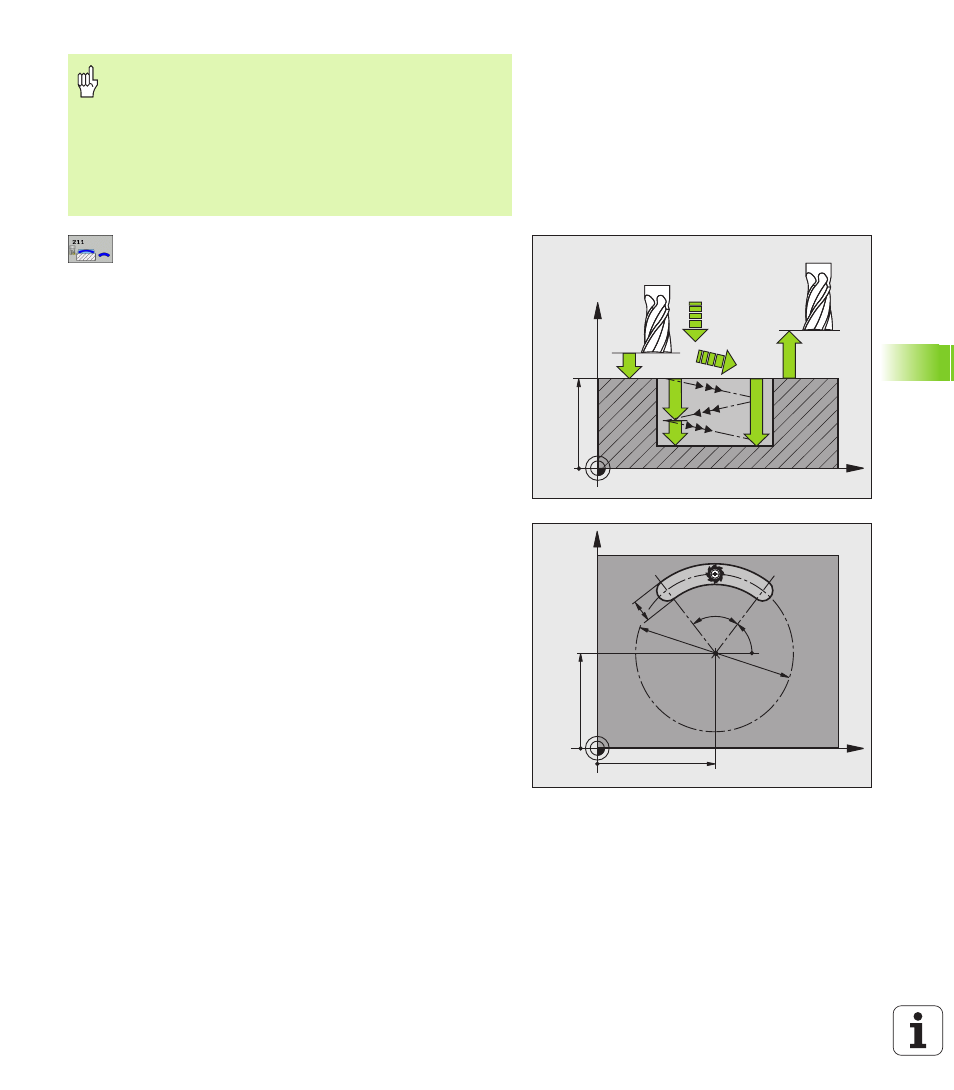
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Nutgrund
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug bei einer Pendelbewegung in der
Spindelachse insgesamt zugestellt wird
Bearbeitungs-Umfang
(0/1/2) Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate der Werkstück-Oberfläche
2. Sicherheits-Abstand
Q204 (inkremental):
Z-Koordinate, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
Mitte 1. Achse
Q216 (absolut): Mitte der Nut in der
Hauptachse der Bearbeitungsebene
Mitte 2. Achse
Q217 (absolut): Mitte der Nut in der
Nebenachse der Bearbeitungsebene
Teilkreis-Durchmesser
Q244: Durchmesser des
Teilkreises eingeben
2. Seiten-Länge
Q219: Breite der Nut eingeben;
wenn Nutbreite gleich Werkzeug-Durchmesser
eingegeben, dann schruppt die TNC nur (Langloch
fräsen)
Startwinkel
Q245 (absolut): Polarwinkel des
Startpunkts eingeben
Mit dem Maschinen-Parameter displayDepthErr stellen
Sie ein, ob die TNC bei der Eingabe einer positiven Tiefe
eine Fehlermeldung ausgeben soll (on) oder nicht (off).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das
Werkzeug fährt also in der Werkzeug-Achse mit Eilgang
auf Sicherheits-Abstand unter die Werkstück-Oberfläche!
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244