Drehung (zyklus 10), 7 zyklen zur k o or dinat en-umr ec h nung – HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 356
356
8 Programmieren: Zyklen
8.7 Zyklen zur K
o
or
dinat
en-Umr
ec
h
nung
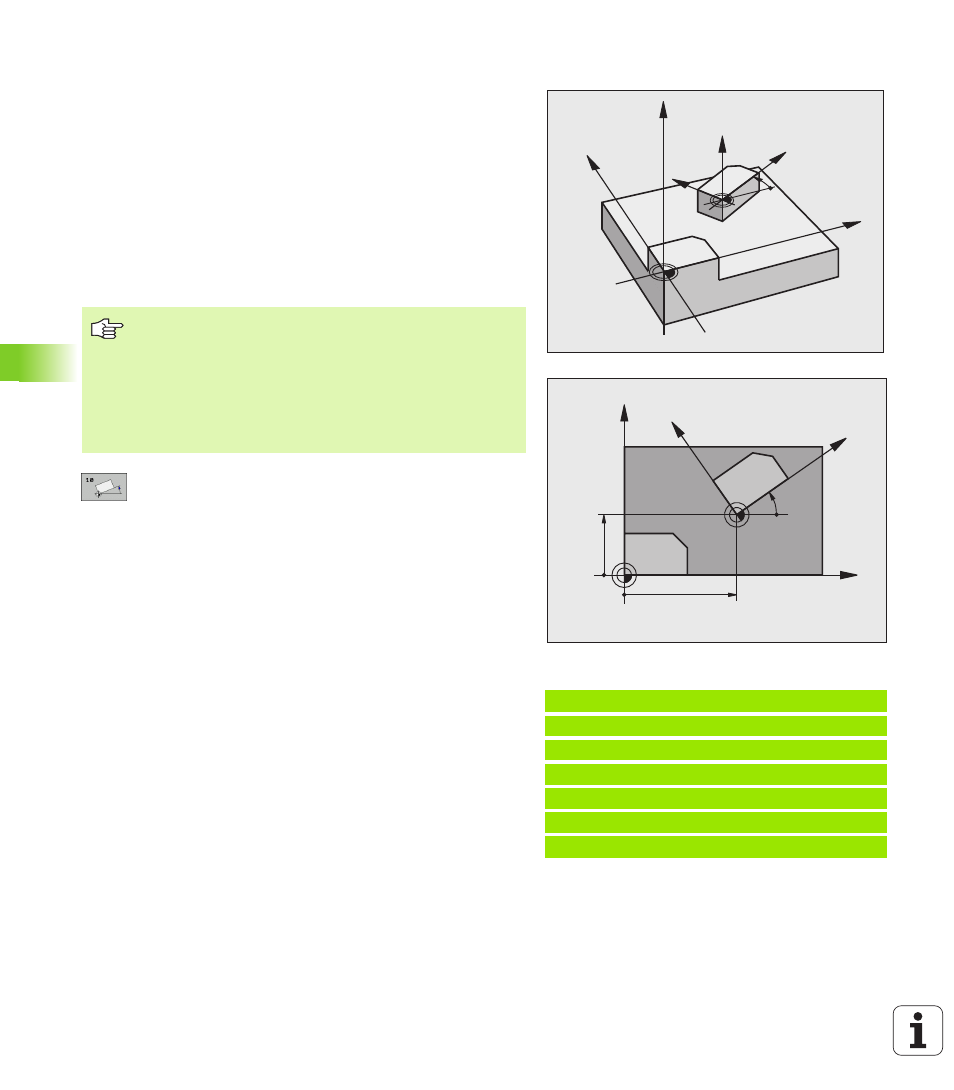
DREHUNG (Zyklus 10)
Innerhalb eines Programms kann die TNC das Koordinatensystem in
der Bearbeitungsebene um den aktiven Nullpunkt drehen.
Wirkung
Die DREHUNG wirkt ab ihrer Definition im Programm. Sie wirkt auch
in der Betriebsart Positionieren mit Handeingabe. Die TNC zeigt den
aktiven Drehwinkel in der zusätzlichen Status-Anzeige an.
Bezugsachse für den Drehwinkel:
X/Y-Ebene X-Achse
Y/Z-Ebene Y-Achse
Z/X-Ebene Z-Achse
Drehung
: Drehwinkel in Grad (°) eingeben. Eingabe-
Bereich: -360° bis +360° (absolut oder inkremental)
Rücksetzen
Zyklus DREHUNG mit Drehwinkel 0° erneut programmieren.
Beispiel: NC-Sätze
12 CALL LBL 1
13 CYCL DEF 7.0 NULLPUNKT
14 CYCL DEF 7.1 X+60
15 CYCL DEF 7.2 Y+40
16 CYCL DEF 10.0 DREHUNG
17 CYCL DEF 10.1 ROT+35
18 CALL LBL 1
Z
Z
X
X
Y
Y
X
Y
60
40
35°
X
Y
Beachten Sie vor dem Programmieren
Die TNC hebt eine aktive Radius-Korrektur durch
Definieren von Zyklus 10 auf. Ggf. Radius-Korrektur erneut
programmieren.
Nachdem Sie Zyklus 10 definiert haben, verfahren Sie
beide Achsen der Bearbeitungsebene, um die Drehung zu
aktivieren.