Bezugspunkt setzen mit achstasten, 4 bezugspunkt-setz en (ohne 3d-t astsyst e m) – HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 55
HEIDENHAIN TNC 620
55
2.4 Bezugspunkt-Setz
en (ohne 3D-T
astsyst
e
m)
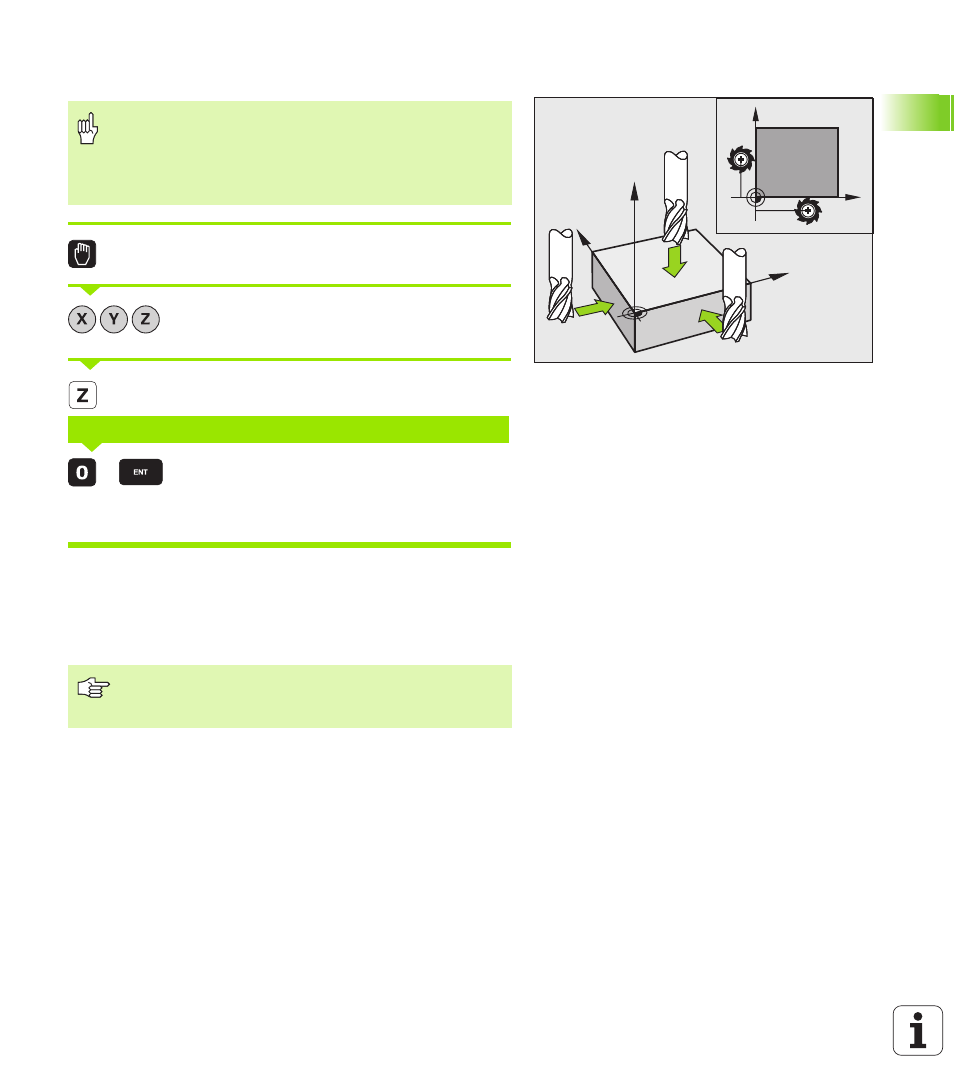
Bezugspunkt setzen mit Achstasten
Betriebsart Manueller Betrieb wählen
Werkzeug vorsichtig verfahren, bis es das Werkstück
berührt (ankratzt)
Achse wählen
Nullwerkzeug, Spindelachse: Anzeige auf bekannte
Werkstück-Position (z.B. 0) setzen oder Dicke d des
Blechs eingeben. In der Bearbeitungsebene:
Werkzeug-Radius berücksichtigen
Die Bezugspunkte für die verbleibenden Achsen setzen Sie auf die
gleiche Weise.
Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug
verwenden, dann setzen Sie die Anzeige der Zustellachse auf die
Länge L des Werkzeugs bzw. auf die Summe Z=L+d.
Y
X
Z
X
Y
-R
-R
Schutzmaßnahme
Falls Sie die Werkstück-Oberfläche nicht ankratzen dürfen,
legen Sie auf das Werkstück ein Blech mit bekannter
Dicke d. Für den Bezugspunkt geben Sie dann einen um d
größeren Wert ein.
BEZUGSPUNKT-SETZEN Z=
Den über die Achstasten gesetzten Bezugspunkt
speichert die TNC automatisch in der Zeile 0 der Preset-
Tabelle.