Tabellen für das schneiden, Geschätzte schnittfugen-breitenkompensation – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 88
BEDIENUNG
HySpeed HSD130 RHF
Betriebsanleitung
4-9
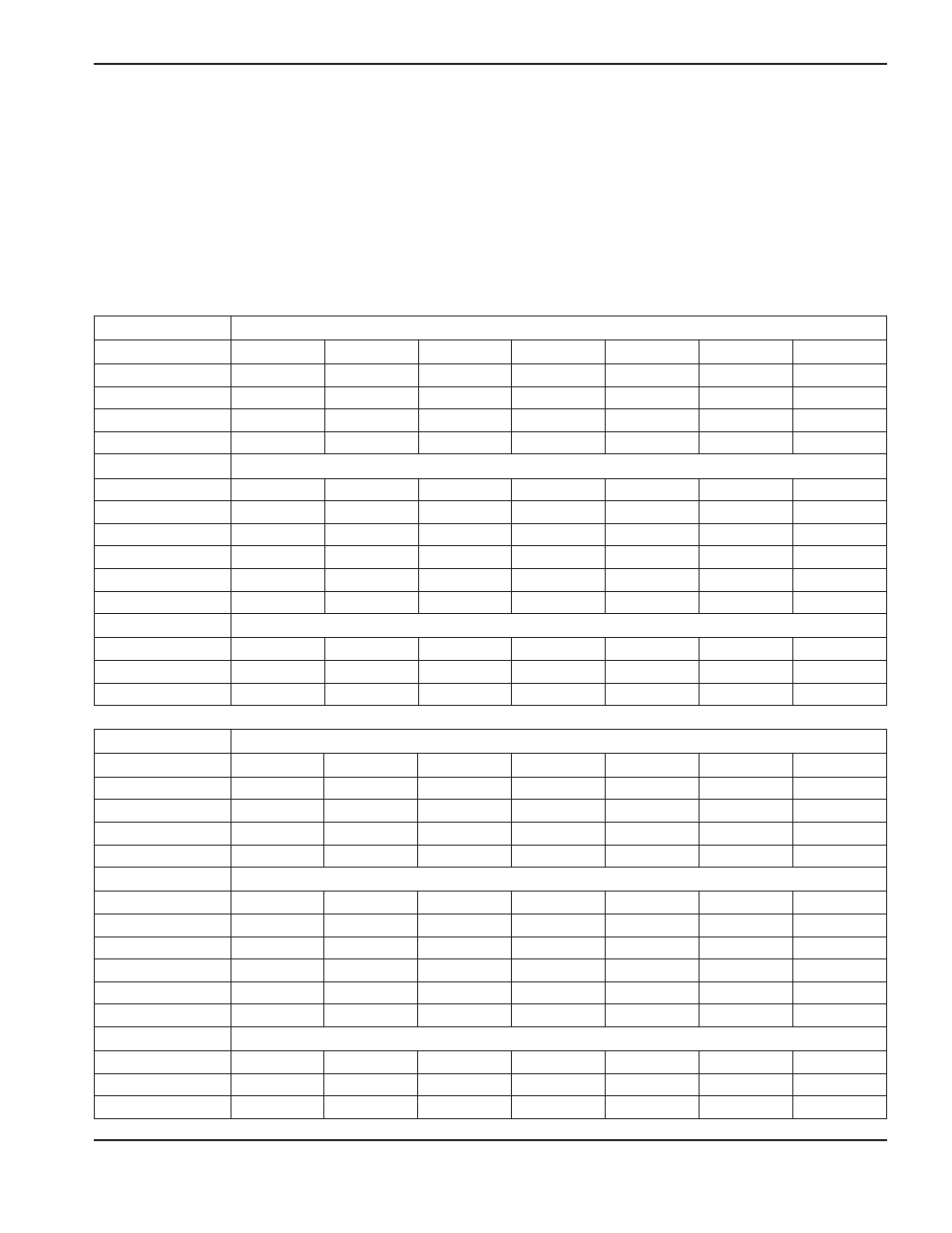
Tabellen für das Schneiden
Die folgenden Tabellen für das Schneiden zeigen die Verschleißteile, Schneidgeschwindigkeiten und die Gas- und
Brennereinstellungen, die für jeden Prozess erforderlich sind.
Die in den Tabellen für das Schneiden angegebenen Werte werden empfohlen, damit qualitativ hochwertige Schnitte
bei minimaler Bartbildung erlangt werden. Aufgrund der Unterschiede bei den Installationen und in der
Materialzusammensetzung können Anpassungen erforderlich sein, so dass die gewünschten Ergebnisse erreicht
werden.
Materialdicke (zoll)
Unlegierter Stahl
0.06
0.135
0.25
0.375
0.5
0.75
1
130 O
2
/Luft
0.061
0.07
0.078
0.088
0.092
0.121
130 Luft/Luft
0.053
0.062
0.074
0.082
0.107
0.128
50 O
2
/Luft
0.041
0.046
0.058
45 Luft/Luft
0.032
0.050
0.056
Legierter Stahl
130 Luft/Luft
0.065
0.076
0.084
0.109
130 N
2
/N
2
0.065
0.065
0.100
0.139
130 H35/N
2
0.113
0.109
0.102
0.116
45 Luft/Luft
0.032
0.044
0.050
45 N
2
/N
2
0.021
0.026
0.026
45 F5/N
2
0.024
0.025
0.032
Aluminum
130 Luft/Luft
0.082
0.076
0.085
0.106
0.111
130 H35/N
2
0.088
0.086
0.079
0.046
45 Luft/Luft
0.046
0.047
0.048
Geschätzte Schnittfugen-Breitenkompensation
Materialdicke (mm)
Unlegierter Stahl
1,524
3,429
6,350
9,525
12,70
19,05
25,40
130 O
2
/Luft
1,549
1,778
1,981
2,235
2,336
3,073
130 Luft/Luft
1,346
1,574
1,879
2,082
2,717
3,251
50 O
2
/Luft
1,041
1,168
1,473
45 Luft/Luft
0,812
1,270
1,422
Legierter Stahl
130 Luft/Luft
1,651
1,930
2,133
2,768
130 N
2
/N
2
1,651
1,651
2,540
3,530
130 H35/N
2
2,870
2,768
2,590
2,946
45 Luft/Luft
0,812
1,117
1,270
45 N
2
/N
2
0,533
0,660
0,660
45 F5/N
2
0,609
0,635
0,812
Aluminium
130 Luft/Luft
2,082
1,930
2,159
2,692
2,819
130 H35/N
2
2,235
2,184
2,006
1,168
45 Luft/Luft
1,168
1,193
1,219