Unlegierter stahl, Plasma luft / luft sekundärgas 130 a schneiden – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 91
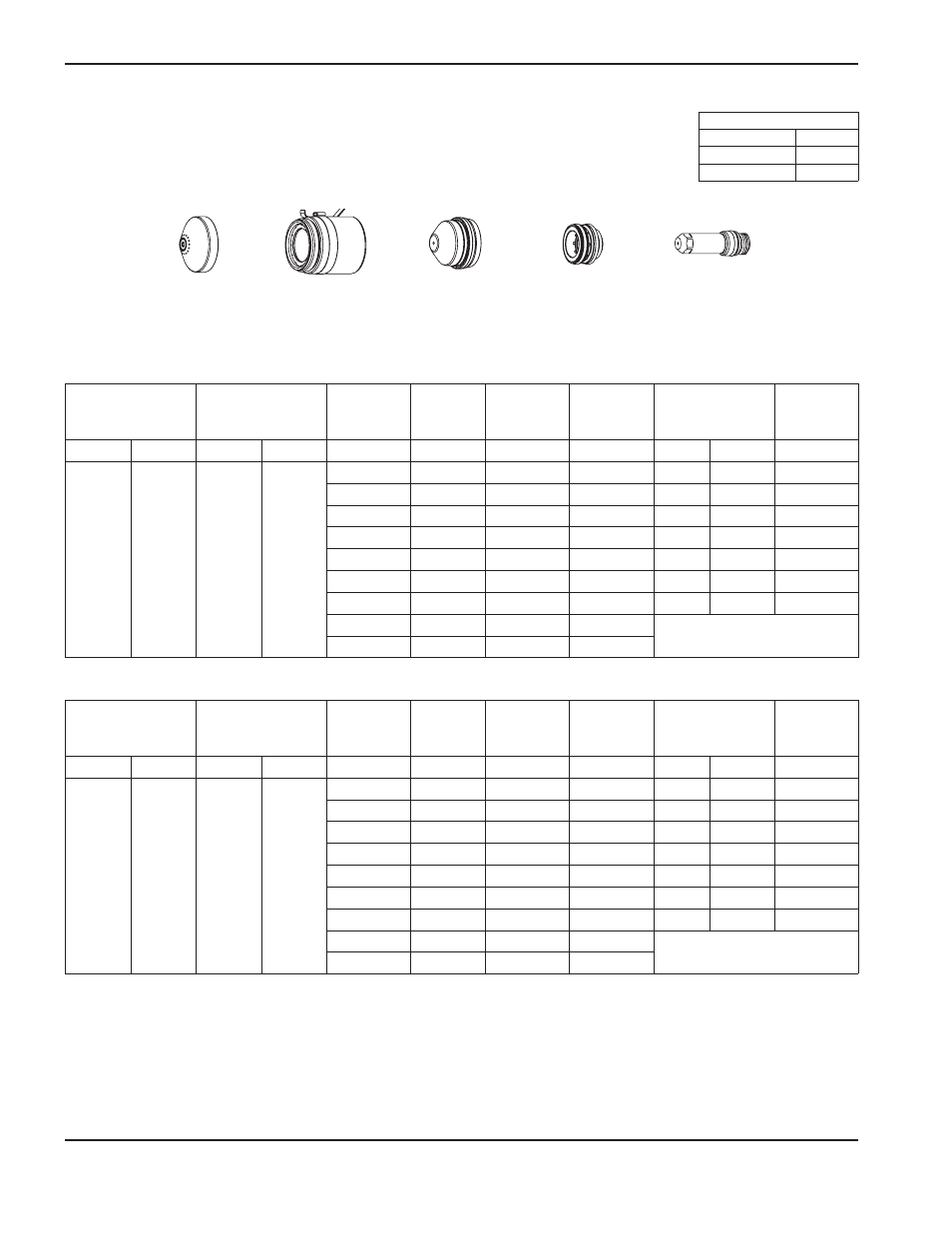
BEDIENUNG
4-12
HySpeed HSD130 RHF
Betriebsanleitung
220536
220492
220488
220487
220578
220490 (ohne Signalanschluss
für induktiven Höhensensor)
Durchflußmengen – lpm/scfh
Luft
Vorströmung
67 / 142
Betriebsströmung
132 / 280
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
mm
V
mm
mm/m
mm
faktor %
Sekunden
Luft
Luft
72
35
3
136
3,1
6000
6,2
200
0,1
4
13
3,1
4930
6,2
200
0,2
6
138
3,6
3850
7,2
200
0,3
10
142
4,1
2450
8,2
200
0,5
12
144
4,1
2050
8,2
200
0,5
15
150
4,6
1450
9,2
200
0,8
20
153
4,6
810
10,5
230
1,2
25
163
4,6
410
Kantenstart
32
170
5,1
250
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
zoll
V
zoll
ipm
zoll
faktor %
Sekunden
Luft
Luft
72
35
0.1350
136
0.120
220
0.240
200
0.1
0.1875
136
0.120
160
0.240
200
0.2
0.2500
138
0.140
150
0.280
200
0.3
0.3750
142
0.160
100
0.320
200
0.5
0.5000
144
0.160
75
0.320
200
0.5
0.6250
150
0.180
50
0.360
200
0.8
0.7500
153
0.180
35
0.420
230
1.2
1
163
0.180
15
Kantenstart
1-1/4
170
0.200
10
Unlegierter Stahl
Plasma Luft / Luft Sekundärgas
130 A Schneiden