Unlegierter stahl, Plasma luft / luft sekundärgas 45 a schneiden – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 89
BEDIENUNG
4-10
HySpeed HSD130 RHF
Betriebsanleitung
220532
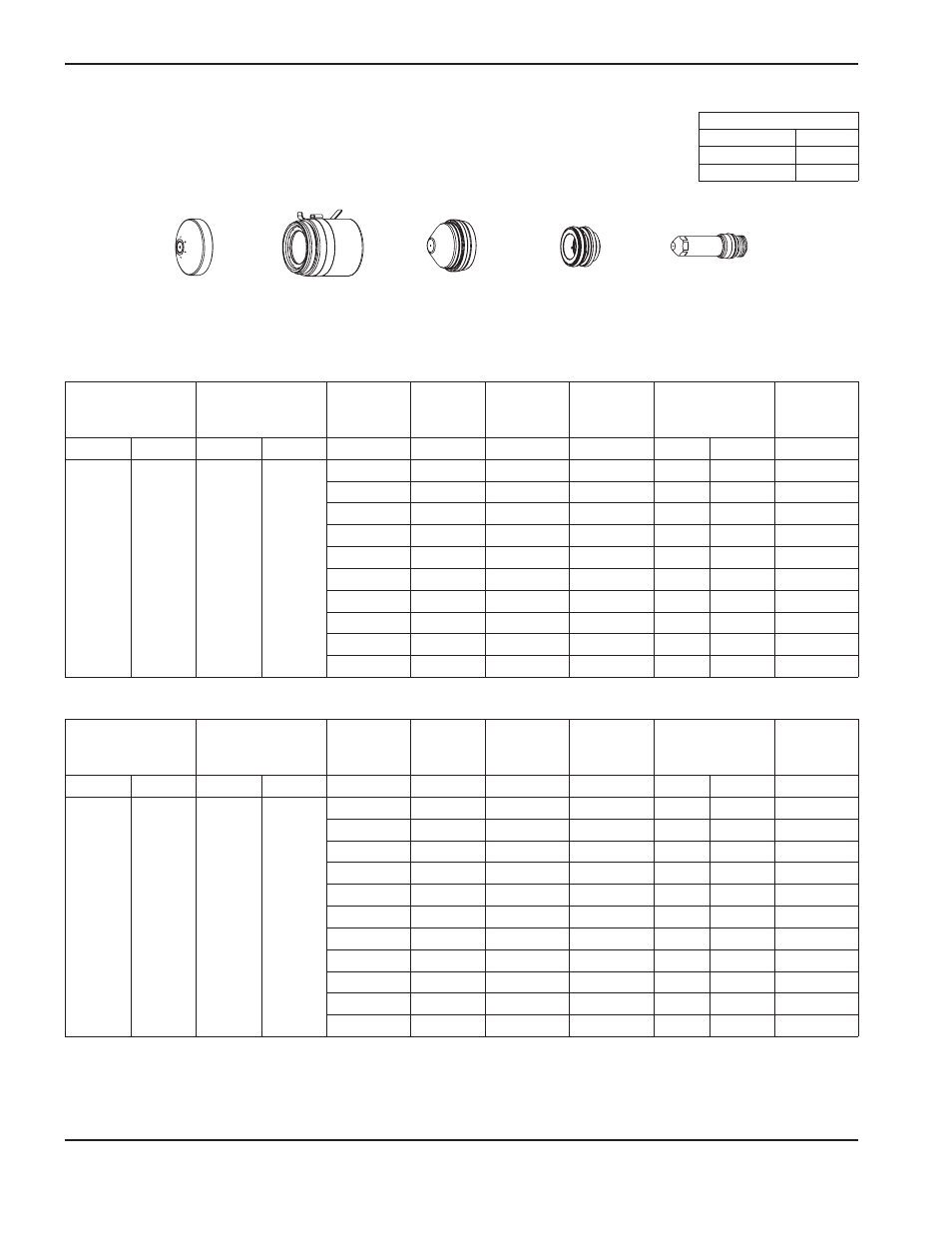
220525
220529
220528
220578
220490 (ohne Signalanschluss
für induktiven Höhensensor)
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
mm
V
mm
mm/m
mm
faktor %
Sekunden
Luft
Luft
57
50
0,5
104
1,5
8930
3,0
200
0,0
0,8
106
1,5
8400
3,0
200
0,0
1,0
107
1,5
7750
3,0
200
0,1
1,2
108
1,8
7250
3,6
200
0,1
1,5
109
1,8
6500
3,6
200
0,2
2,0
110
1,8
5800
3,6
200
0,2
2,5
110
2,0
4700
4,0
200
0,2
3,0
110
2,0
3300
4,0
200
0,3
4,0
113
2,3
1950
4,6
200
0,4
6,0
115
2,5
1575
5,0
200
0,5
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
zoll
V
zoll
ipm
zoll
faktor %
Sekunden
Luft
Luft
57
50
0.018
104
0.060
360
0.120
200
0.0
0.024
105
0.060
345
0.120
200
0.0
0.030
106
0.060
335
0.120
200
0.0
0.036
107
0.060
315
0.120
200
0.1
0.048
108
0.070
285
0.140
200
0.1
0.060
109
0.070
255
0.140
200
0.2
0.075
110
0.070
235
0.140
200
0.2
0.105
110
0.080
170
0.160
200
0.2
0.135
110
0.080
90
0.160
200
0.3
3/16
113
0.090
70
0.180
200
0.4
1/4
116
0.100
60
0.200
200
0.5
Durchflußmengen – lpm/scfh
Luft
Vorströmung
113 / 240
Betriebsströmung
122 / 258
Unlegierter Stahl
Plasma Luft / Luft Sekundärgas
45 A Schneiden