Legierter stahl, Betrieb, Plasma luft / sekundärgas luft 130-a-schneiden – Hypertherm MAXPRO200 Rev.1 Benutzerhandbuch
Seite 115: Metrisch, Englisch
MAXPRO200
Betriebsanleitung 807701 Revision 1
113
Betrieb
Anmerkung: Die Gasdruckwerte werden automatisch bei Auswahl des Verfahrens eingestellt. Die in diesen
Schneidtabellen angegebenen Einstellungen der Lichtbogen-Spannung wurden mit einer Schlauchlänge von
30,5 m gemessen. Bei kürzeren Schlauchlängen müssen ggf. die Einstellungen der Lichtbogen-Spannung
angepasst werden.
Metrisch
Plasma-Betriebsdurchfluss (psi)
Sekundärgas-Betriebsdurchfluss (psi)
Material-
stärke
Lichtbogen-
Spannung
Schneid-
höhe
Schnittge-
schwindigkeit
Lochstech-
höhe
Lochstech-
verzögerung
7,6 m
Schlauch-
paket
15,3 m
Schlauch-
paket
22,9 m
Schlauch-
paket
30,5 m
Schlauch-
paket
7,6 m
Schlauch-
paket
15,3 m
Schlauch-
paket
22,9 m
Schlauch-
paket
30,5 m
Schlauch-
paket
mm
Volt
mm
mm/min
mm
Faktor %
Sekunden
68
69
70
71
22
24
26
28
6,0
147
3,5
2625
7,0
200
0,3
10,0
153
4,1
1700
8,2
200
0,5
12,0
155
4,1
1380
8,2
200
0,8
15,0
160
4,4
900
Kantenstart
20,0
170
4,6
430
Englisch
Plasma-Betriebsdurchfluss (psi)
Sekundärgas-Betriebsdurchfluss (psi)
Material-
stärke
Lichtbogen-
Spannung
Schneid-
höhe
Schnittge-
schwindigkeit
Lochstech-
höhe
Lochstech-
verzögerung
25 Fuß
Schlauch-
paket
50 Fuß
Schlauch-
paket
75 Fuß
Schlauch-
paket
100 Fuß
Schlauch-
paket
25 Fuß
Schlauch-
paket
50 Fuß
Schlauch-
paket
75 Fuß
Schlauch-
paket
100 Fuß
Schlauch-
paket
Zoll
Volt
Zoll
Zoll/min
Zoll
Faktor %
Sekunden
68
69
70
71
22
24
26
28
1/4
148
0.14
100
0.28
200
0.3
3/8
152
0.16
70
0.32
200
0.5
1/2
156
0.16
50
0.32
200
0.8
5/8
162
0.18
30
Kantenstart
3/4
168
0.18
20
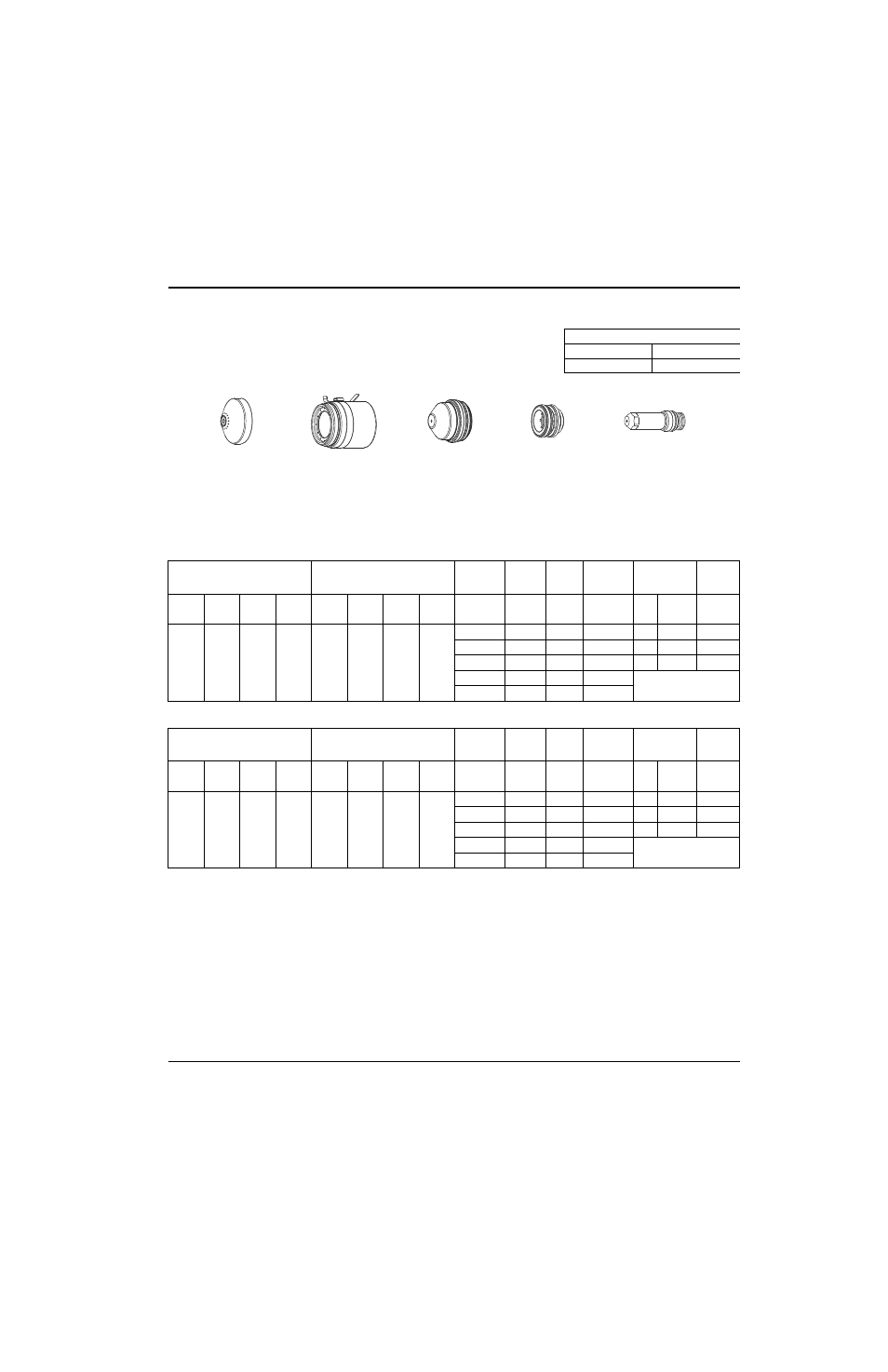
*mit Signalanschluss für induktiven Höhensensor / **ohne Signalanschluss für induktiven Höhensensor
Legierter Stahl
Plasma Luft / Sekundärgas Luft
130-A-Schneiden
220536
220892
220488
220487
220936* / 220935**
Durchflussmengen – l/min / scfh
Luft (Plasma)
Luft (Sekundärgas)
33/70
69/145