Wartung – Hypertherm MAXPRO200 Rev.1 Benutzerhandbuch
Seite 140
138
MAXPRO200 Betriebsanleitung 807701 Revision 1
Wartung
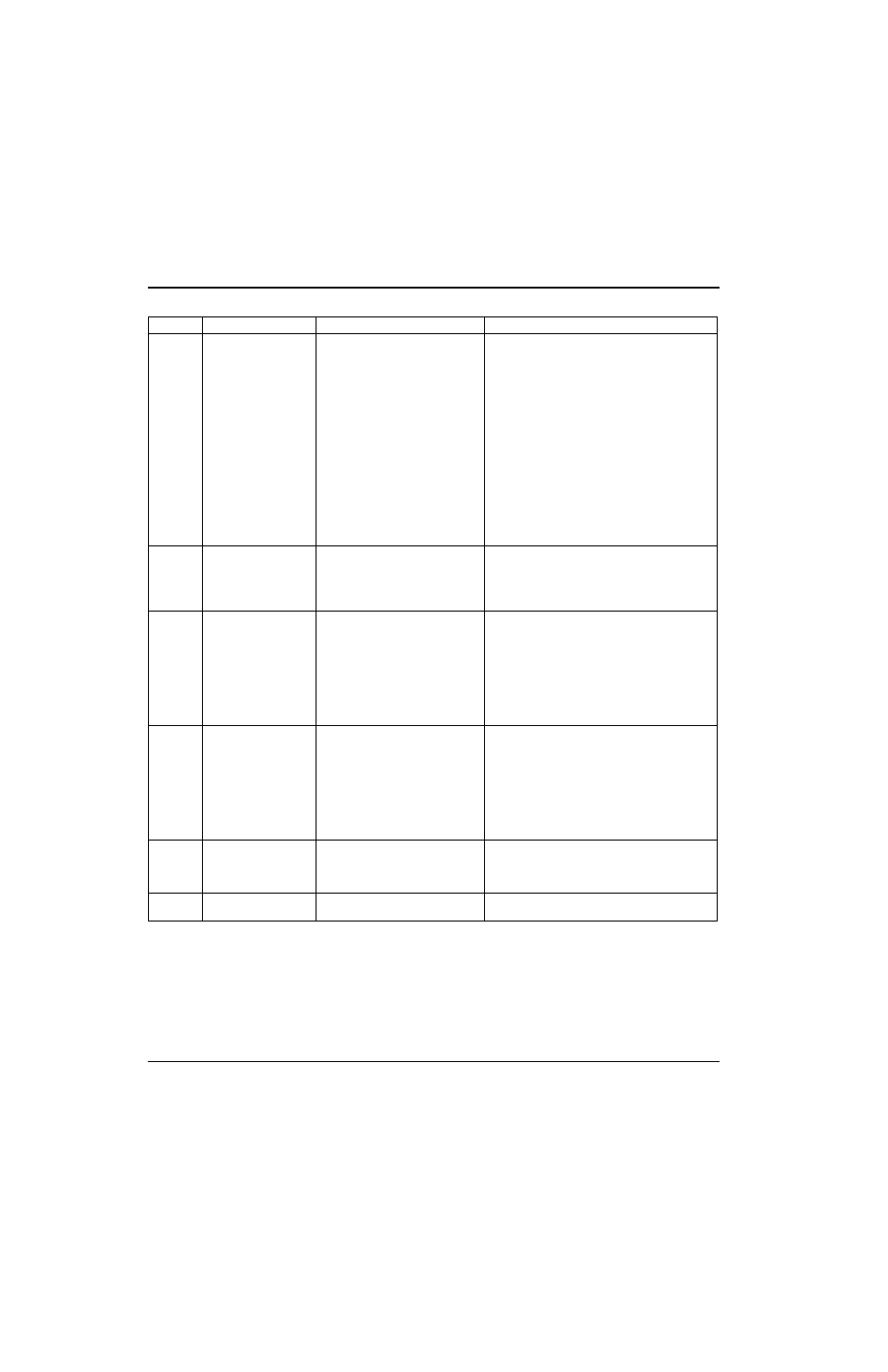
050
Startsignalverlust
Startsignal wurde empfangen, aber
der Kontakt ging verloren, bevor ein
Lichtbogen aufgebaut wurde.
1. Wird zur Versorgung der Anlage mit einem
Startsignal ein mechanisches Relais verwendet,
prellt dieses Relais bei der Aktivierung oder bei
fehlerhaften Kontakten. Relais ersetzen.
2. Schnittstellenkabel auf Beschädigung, fehlerhafte
Klemmverbindungen oder unzureichende
elektrische Kontakte überprüfen.
3. Ist das Schnittstellenkabel einwandfrei und ein
Relais steuert den Starteingang nicht an, wird das
Startsignal von der CNC abgeschaltet, bevor ein
stabiler Lichtbogen aufgebaut worden ist.
ANMERKUNG: Es ist normal, wenn Sie beim
Schneiden mit dem Handbrenner die Anzeige von
Fehler 050 sehen, wenn das Startsignal vor Ablauf
der Pilotlichtbogenzeit (5 Sekunden) deaktiviert
wurde.
051
Pilotlichtbogen
Übertemperatur
Maximale Dauer Pilotlichtbogen
überschritten
1. Stromquelle für mindestens 10 Sekunden mit
laufenden Lüftern im Leerlauf laufen lassen.
2. Richtigkeit der Lochstechhöhe prüfen.
3. Pilotlichtbogenbildung außerhalb der Platte
minimieren.
053
Niedriger Sekundärgas-
Druck
Der Sekundärgas-Druck ist kleiner als
25 % des eingestellten
(gewünschten) Wertes
1. Gasversorgungsdruck sowie ausreichende
Gasmenge in der Versorgung prüfen.
2. Den Test für den Gasdurchfluss bei eingestelltem
Druck (001) ausführen, und die Gaseinstellungen
an der Vorderseite anhand der Parameter in den
Schneidtabellen prüfen. Siehe
3. Siehe
Einstellen der Versorgungsgasdruckregler
054
Hoher Sekundärgas-
Druck
Der Sekundärgas-Druck ist größer als
25 % des eingestellten
(gewünschten) Wertes
1. Schutzkappe auf Verengung oder Bartbildung
prüfen
2. Den Test für den Gasdurchfluss bei eingestelltem
Druck (001) ausführen, und die Gaseinstellungen
an der Vorderseite anhand der Parameter in den
Schneidtabellen prüfen. Siehe
3. Prüfen, ob die Druckmesswertumformer die
Anlage mit den korrekten Drücken versorgen.
060
Niedriger
Kühlmitteldurchfluss
Die Kühlmittel-Durchflussmenge liegt
unter dem erforderlichen Wert von
2,3 l/min
1. Einwandfreie Installation der richtigen
Verschleißteile prüfen.
2. Kühlmitteldurchfluss-Test durchführen. Siehe
Kühlmitteldurchfluss-Test auf Seite 148.
063
Eingangsdruck-Fehler
Der gemessene Eingangsdruck ist
größer als 135 oder kleiner als 40 psi
Prüfen, ob die Eingangsdrücke der Druckregler im
zulässigen Bereich sind.
Nummer Name
Beschreibung
Korrekturmaßnahme