1 mit zyklen arbeiten, Zyklus definieren über softkeys, 1 mit zyklen arbeit en 8.1 mit zyklen arbeiten – HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 214
214
8 Programmieren: Zyklen
8.1 Mit Zyklen arbeit
en
8.1 Mit Zyklen arbeiten
Häufig wiederkehrende Bearbeitungen, die mehrere Bearbeitungs-
schritte umfassen, sind in der TNC als Zyklen gespeichert. Auch Koor-
dinaten-Umrechnungen und einige Sonderfunktionen stehen als
Zyklen zur Verfügung (siehe Tabelle nächste Seite).
Bearbeitungs-Zyklen mit Nummern ab 200 verwenden Q-Parameter
als Übergabeparameter. Parameter mit gleicher Funktion, die die TNC
in verschiedenen Zyklen benötigt, haben immer dieselbe Nummer:
z.B. Q200 ist immer der Sicherheits-Abstand, Q202 immer die Zustell-
Tiefe usw.
Zyklus definieren über Softkeys
U
U
U
U
Die Softkey-Leiste zeigt die verschiedenen Zyklus-
Gruppen
U
U
U
U
Zyklus-Gruppe wählen, z.B. Bohrzyklen
U
U
U
U
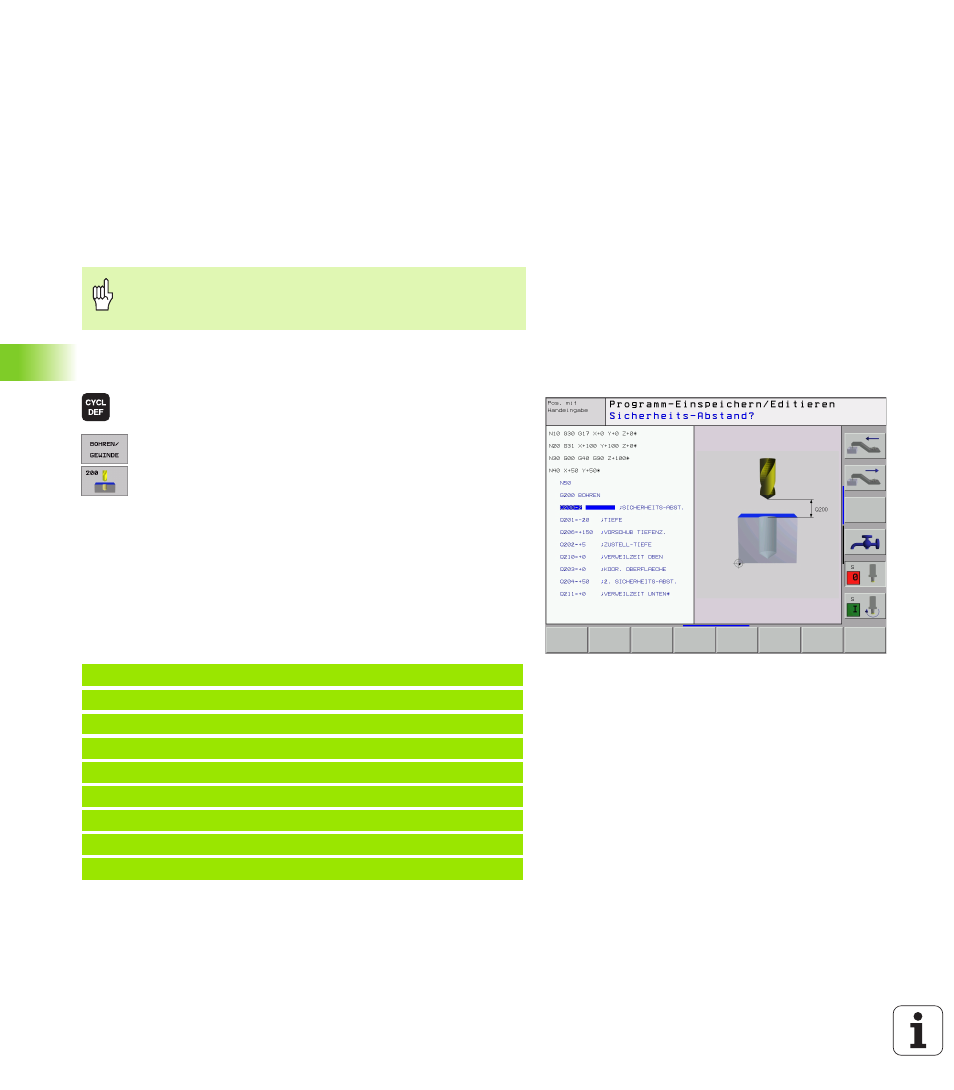
Zyklus wählen, z.B. BOHREN. Die TNC eröffnet einen
Dialog und erfragt alle Eingabewerte; gleichzeitig
blendet die TNC in der rechten Bildschirmhälfte eine
Grafik ein, in der der einzugebende Parameter hell
hinterlegt ist
U
U
U
U
Geben Sie alle von der TNC geforderten Parameter ein
und schließen Sie jede Eingabe mit der Taste ENT ab
U
U
U
U
Die TNC beendet den Dialog, nachdem Sie alle erfor-
derlichen Daten eingegeben haben
NC-Beispielsatz
Um Fehleingaben bei der Zyklus-Definition zu vermeiden,
vor dem Abarbeiten einen grafischen Programm-Test
durchführen (siehe „Programm-Test” auf Seite 427)!
N10 G200 BOHREN
Q200=2
;SICHERHEITS-ABST.
Q201=3
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q202=5
;ZUSTELL-TIEFE
Q210=0
;VERWEILZEIT OBEN
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q211=0.25
;VERWEILZEIT UNTEN