HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 244
244
8 Programmieren: Zyklen
8.3 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
U
U
U
U
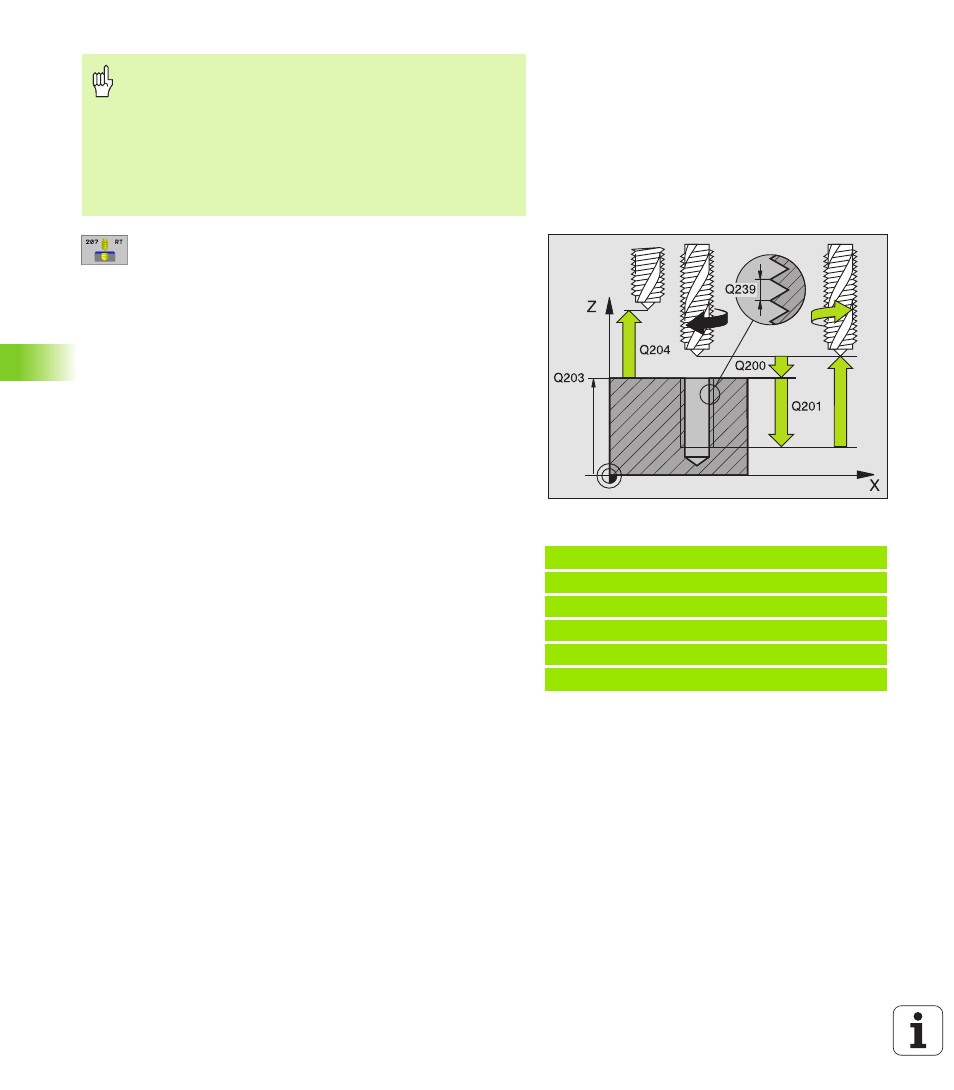
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze (Startposition) – Werkstück-Oberflä-
che
U
U
U
U
Bohrtiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Gewindeende
U
U
U
U
Gewindesteigung
Q239
Steigung des Gewindes. Das Vorzeichen legt Rechts-
oder Linksgewinde fest:
+= Rechtsgewinde
–= Linksgewinde
U
U
U
U
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate Werkstück-Oberfläche
U
U
U
U
2. Sicherheits-Abstand
Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindeschneid-Vorgangs die externe Stopp-
Taste drücken, zeigt die TNC den Softkey MANUELL FREIFAHREN
an. Wenn Sie MANUEL FREIFAHREN drücken, können Sie das Werk-
zeug gesteuert freifahren. Drücken Sie dazu die positive Achsrich-
tungs-Taste der aktiven Spindelachse.
Mit Maschinen-Parameter 7441 Bit 2 stellen Sie ein, ob die
TNC bei der Eingabe einer positiven Tiefe eine Fehlermel-
dung ausgeben soll (Bit 2=1) oder nicht (Bit 2=0).
Achtung Kollisionsgefahr!
Beachten Sie, dass die TNC bei positiv eingegebener
Tiefe die Berechnung der Vorposition umkehrt. Das Werk-
zeug fährt also in der Werkzeug-Achse mit Eilgang auf
Sicherheits-Abstand unter die Werkstück-Oberfläche!
Beispiel: NC-Sätze
N26 G207
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q239=+1
;GEWINDESTEIGUNG
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.