HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 285
HEIDENHAIN iTNC 530
285
8.4 Zyklen zum F
räsen v
on T
a
sc
hen, Zapf
en und Nut
e
n
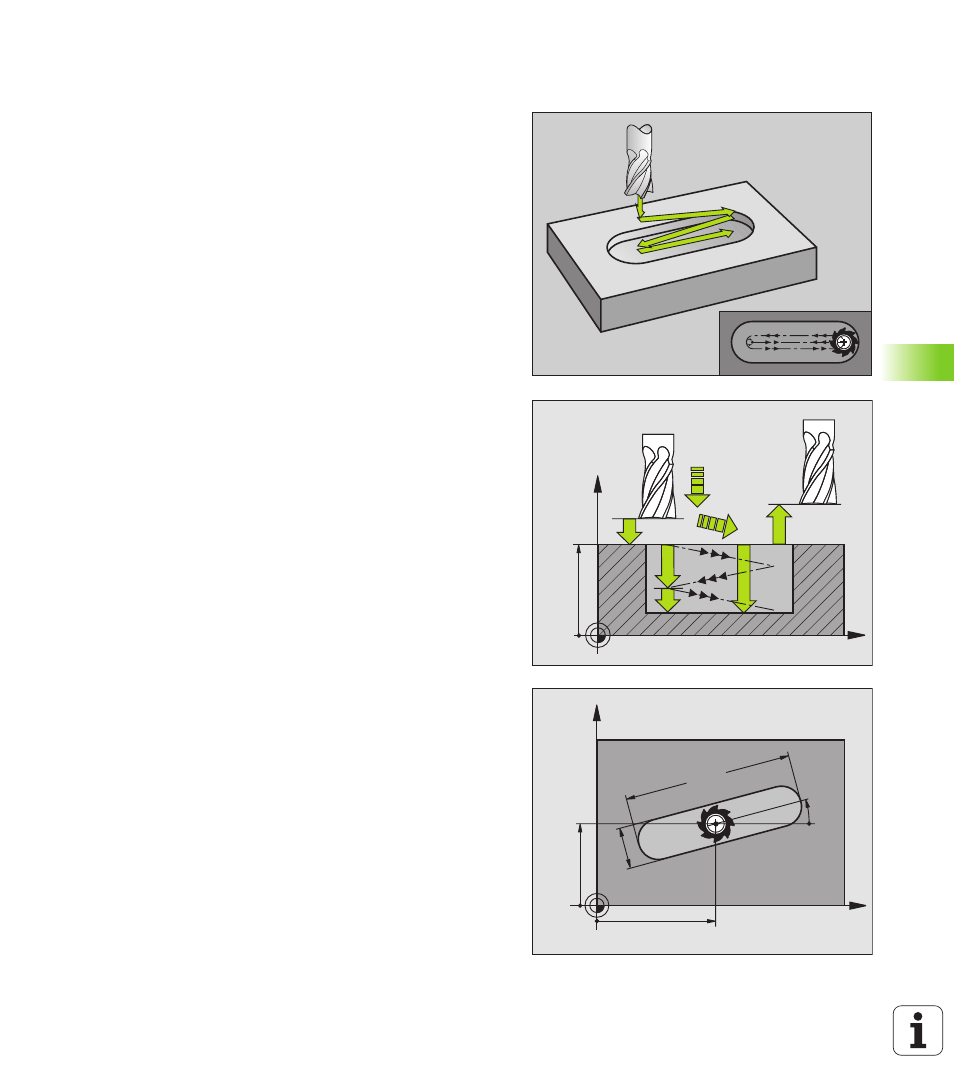
NUT (Langloch) mit pendelndem Eintauchen
(Zyklus G210)
Schruppen
1
Die TNC positioniert das Werkzeug im Eilgang in der Spindelachse
auf den 2. Sicherheits-Abstand und anschließend ins Zentrum des
linken Kreises; von dort aus positioniert die TNC das Werkzeug auf
den Sicherheits-Abstand über der Werkstück-Oberfläche
2
Das Werkzeug fährt mit dem Vorschub Fräsen auf die Werkstück-
Oberfläche; von dort aus fährt der Fräser in Längsrichtung der Nut
– schräg ins Material eintauchend – zum Zentrum des rechten Krei-
ses
3
Anschließend fährt das Werkzeug wieder schräg eintauchend
zurück zum Zentrum des linken Kreises; diese Schritte wiederho-
len sich, bis die programmierte Frästiefe erreicht ist
4
Auf der Frästiefe fährt die TNC das Werkzeug zum Planfräsen an
das andere Ende der Nut und danach wieder in die Mitte der Nut
Schlichten
5
Die TNC positioniert das Werkzeug in den Mittelpunkt des linken
Nutkreises und von dort tangential an das linke Nutende; danach
schlichtet die TNC die Kontur im Gleichlauf (bei M3), wenn einge-
geben auch in mehreren Zustellungen
6
Am Konturende fährt das Werkzeug – tangential von der Kontur
weg – in die Mitte des linken Nutkreises
7
Abschließend fährt das Werkzeug im Eilgang auf den Sicherheits-
Abstand zurück und – falls eingegeben – auf den 2. Sicherheits-
Abstand
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224