4 pr ogr ammlauf – HEIDENHAIN iTNC 530 (340 420) ISO programming Benutzerhandbuch
Seite 435
HEIDENHAIN iTNC 530
435
1
1
.4 Pr
ogr
ammlauf
U
U
U
U
Ersten Satz des aktuellen Programms als Beginn für Vorlauf wählen:
GOTO „0“ eingeben.
U
U
U
U
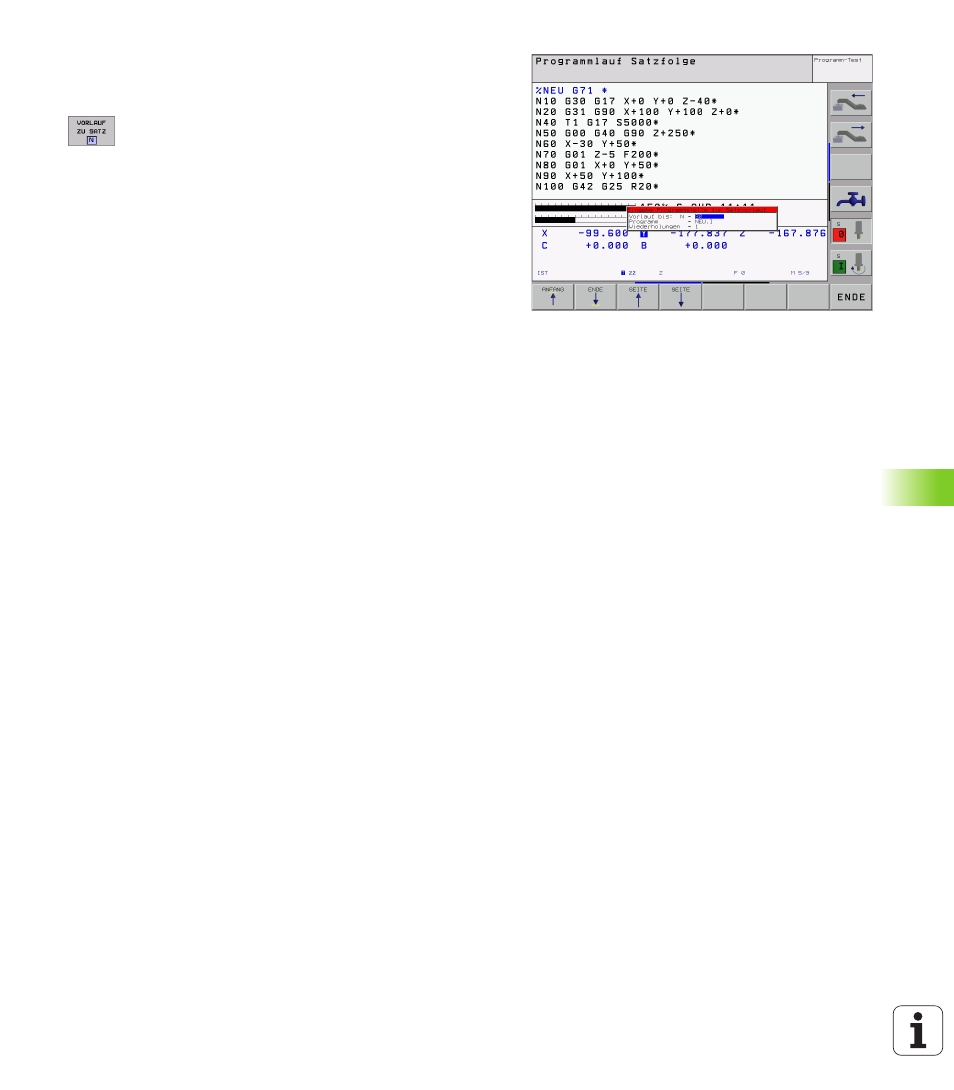
Satzvorlauf wählen: Softkey VORLAUF ZU SATZ N drücken
U
U
U
U
Vorlauf bis N
: Nummer N des Satzes eingeben, bei
dem der Vorlauf enden soll
U
U
U
U
Programm
: Namen des Programms eingeben, in dem
der Satz N steht
U
U
U
U
Wiederholungen:
Anzahl der Wiederholungen einge-
ben, die im Satz-Vorlauf berücksichtigt werden sollen,
falls Satz N innerhalb einer Programmteil-Wiederho-
lung steht
U
U
U
U
PLC EIN/AUS: Um Werkzeug-Aufrufe und Zusatz-
Funktionen M zu berücksichtigen: PLC auf EIN stellen
(mit Taste ENT zwischen EIN und AUS umschalten).
PLC auf AUS betrachtet ausschließlich die Geometrie
des NC-Programmes, dabei muss das Werkzeug in
der Spindel dem im Programm aufgerufenem Werk-
zeug entsprechen
U
U
U
U
Satzvorlauf starten: Externe START-Taste drücken.
U
U
U
U
Kontur anfahren: siehe „Wiederanfahren an die Kon-