Seite 119 – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Benutzerhandbuch
Seite 119
HEIDENHAIN iTNC 530
119
3.3 W
e
rk
stüc
k
e
aut
o
matisc
h v
e
rm
essen
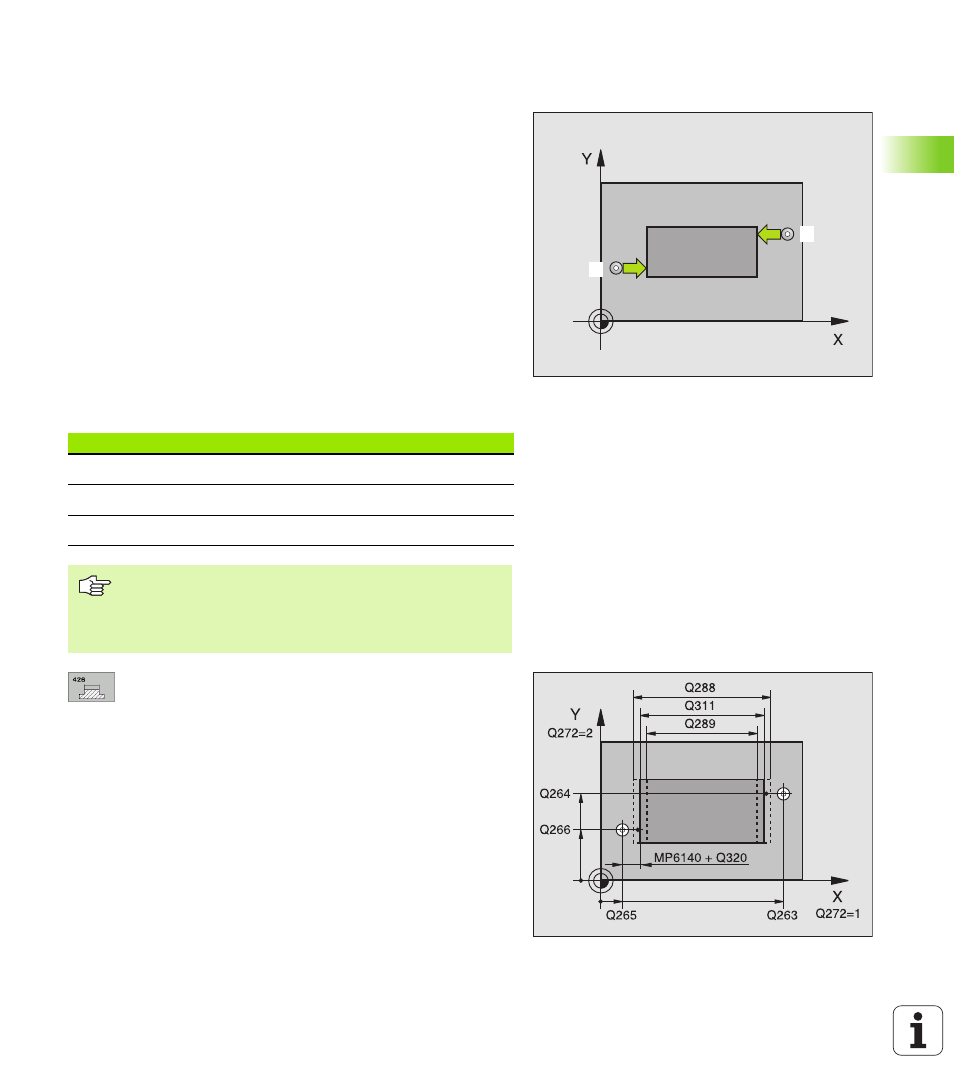
MESSEN STEG AUSSEN (Tastsystem-
Zyklus 426, DIN/ISO: G426)
Der Tastsystem-Zyklus 426 ermittelt die Lage und die Breite eines
Steges. Wenn Sie die entsprechenden Toleranzwerte im Zyklus defi-
nieren, führt die TNC einen Soll-Istwertvergleich durch und legt die
Abweichung in Systemparametern ab.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe „Tastsy-
stem-Zyklen abarbeiten" auf Seite 22) zum Antastpunkt
1
. Die TNC
berechnet die Antastpunkte aus den Angaben im Zyklus und dem
Sicherheits-Abstand aus MP6140
2
Anschließend fährt das Tastsystem auf die eingegebene Mes-
shöhe und führt den ersten Antast-Vorgang mit Antast-Vorschub
(MP6120 bzw. MP6360) durch. 1. Antastung immer in negative
Richtung der programmierten Achse
3
Danach fährt das Tastsystem auf sicherer Höhe zum nächsten
Antastpunkt und führt dort den zweiten Antast-Vorgang durch
4
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und speichert die Istwerte und die Abweichung in
folgenden Q-Parametern:
8
1 Messpunkt 1. Achse
Q263 (absolut): Koordinate des
ersten Antastpunktes in der Hauptachse der Bearbei-
tungsebene
8
1 Messpunkt 2. Achse
Q264 (absolut): Koordinate des
ersten Antastpunktes in der Nebenachse der Bearbei-
tungsebene
8
2 Messpunkt 1. Achse
Q265 (absolut): Koordinate des
zweiten Antastpunktes in der Hauptachse der Bear-
beitungsebene
8
2 Messpunkt 2. Achse
Q266 (absolut): Koordinate des
zweiten Antastpunktes in der Nebenachse der Bear-
beitungsebene
2
1
Parameter-Nummer
Bedeutung
Q156
Istwert gemessene Länge
Q157
Istwert Lage Mittelachse
Q166
Abweichung der gemessenen Länge
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.