HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Benutzerhandbuch
Seite 54
54
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
4
Die TNC positioniert das Tastsystem zurück auf die Sichere Höhe
und positioniert die im Zyklus definierte Drehachse um den ermit-
telten Wert. Optional können Sie die Anzeige nach dem Ausrichten
auf 0 setzen lassen
8
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
8
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
8
2. Messpunkt 1. Achse
Q265 (absolut): Koordinate
des zweiten Antastpunktes in der Hauptachse der
Bearbeitungsebene
8
2. Messpunkt 2. Achse
Q266 (absolut): Koordinate
des zweiten Antastpunktes in der Nebenachse der
Bearbeitungsebene
8
Messachse
Q272: Achse, in der die Messung erfolgen
soll:
1: Hauptachse = Messachse
2: Nebenachse = Messachse
3: Tastsystem-Achse = Messachse
8
Verfahrrichtung 1
Q267: Richtung, in der das Tastsy-
stem auf das Werkstück zufahren soll:
-1: Verfahrrichtung negativ
+1: Verfahrrichtung positiv
8
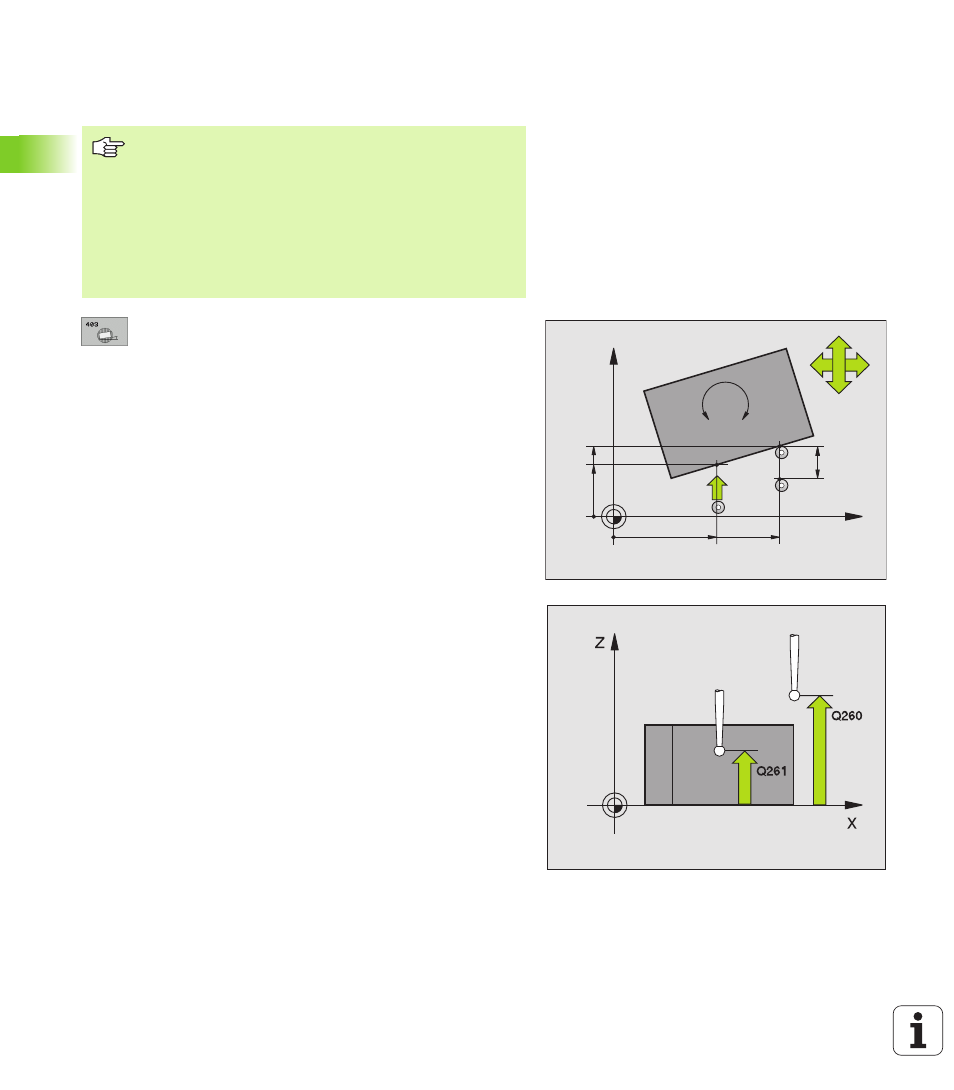
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
8
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
8
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tastsy-
stem und Werkstück (Spannmittel) erfolgen kann
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Zyklus 403 nur bei inaktiver Funktion „Bearbeitungsebene
Schwenken“ verwenden.
Die TNC speichert den ermittelten Winkel auch im Para-
meter Q150 ab.
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
A
B
C