HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Benutzerhandbuch
Seite 47
HEIDENHAIN iTNC 530
47
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
8
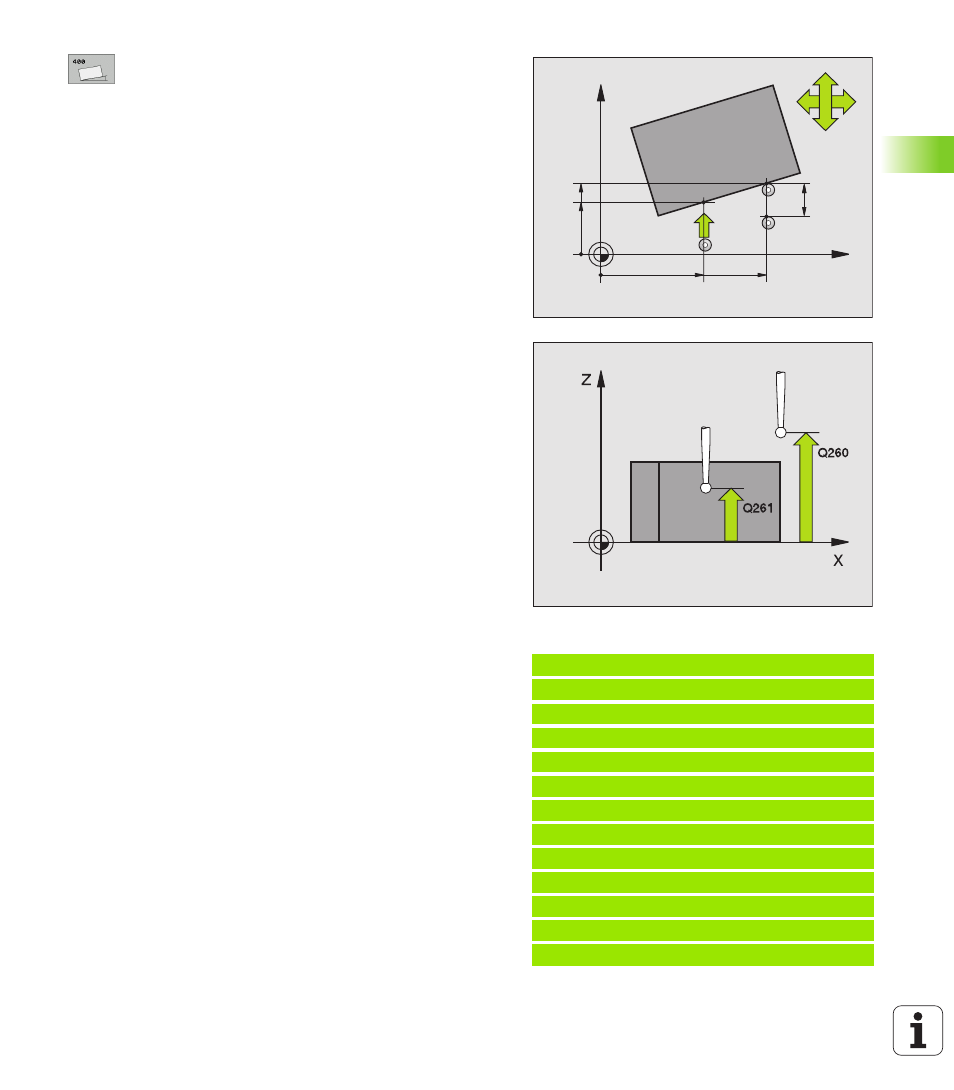
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
8
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
8
2. Messpunkt 1. Achse
Q265 (absolut): Koordinate
des zweiten Antastpunktes in der Hauptachse der
Bearbeitungsebene
8
2. Messpunkt 2. Achse
Q266 (absolut): Koordinate
des zweiten Antastpunktes in der Nebenachse der
Bearbeitungsebene
8
Messachse
Q272: Achse der Bearbeitungsebene, in
der die Messung erfolgen soll:
1:Hauptachse = Messachse
2:Nebenachse = Messachse
8
Verfahrrichtung 1
Q267: Richtung, in der das Tastsy-
stem auf das Werkstück zufahren soll:
-1:Verfahrrichtung negativ
+1:Verfahrrichtung positiv
8
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
8
Sicherheits-Abstand
Q320 (inkremental): Zusätzli-
cher Abstand zwischen Messpunkt und Tastsystem-
kugel. Q320 wirkt additiv zu MP6140
8
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tastsy-
stem und Werkstück (Spannmittel) erfolgen kann
8
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren
soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe verfah-
ren
8
Voreinstellung Grunddrehung
Q307 (absolut): Wenn
sich die zu messende Schieflage nicht auf die Haupt-
achse, sondern auf eine beliebige Gerade beziehen
soll, Winkel der Bezugsgeraden eingeben. Die TNC
ermittelt dann für die Grunddrehung die Differenz aus
dem gemessenen Wert und dem Winkel der Bezugs-
geraden
8
Preset-Nummer in Tabelle
Q305: Nummer in der Pre-
set-Tabelle angeben, in der die TNC die ermittelte
Grunddrehung speichern soll. Bei Eingabe von
Q305=0, legt die TNC die ermittelte Grunddrehung
im ROT-Menü der Betriebsart Manuell ab
Beispiel: NC-Sätze
5 TCH PROBE 400 GRUNDDREHUNG
Q263=+10
;1. PUNKT 1. ACHSE
Q264=+3,5
;1. PUNKT 2. ACHSE
Q265=+25
;2. PUNKT 1. ACHSE
Q266=+2
;2. PUNKT 2. ACHSE
Q272=2
;MESSACHSE
Q267=+1
;VERFAHRRICHTUNG
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+20
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q307=0
;VOREINST. GRUNDDR.
Q305=0
;NR. IN TABELLE
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320