Vorbohren (zyklus g121), Seite 399, 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Benutzerhandbuch
Seite 399
HEIDENHAIN iTNC 530
399
8.6 SL
-Zyklen
VORBOHREN (Zyklus G121)
Zyklus-Ablauf
1
Das Werkzeug bohrt mit dem eingegebenen Vorschub F von der
aktuellen Position bis zur ersten Zustell-Tiefe
2
Danach fährt die TNC das Werkzeug im Eilgang zurück und wieder
bis zur ersten Zustell-Tiefe, verringert um den Vorhalte-Abstand t.
3
Die Steuerung ermittelt den Vorhalte-Abstand selbsttätig:
Bohrtiefe bis 30 mm: t = 0,6 mm
Bohrtiefe über 30 mm: t = Bohrtiefe/50
maximaler Vorhalte-Abstand: 7 mm
4
Anschließend bohrt das Werkzeug mit dem eingegebenen Vor-
schub F um eine weitere Zustell-Tiefe
5
Die TNC wiederholt diesen Ablauf (1 bis 4), bis die eingegebene
Bohrtiefe erreicht ist
6
Am Bohrungsgrund zieht die TNC das Werkzeug, nach der Verweil-
zeit zum Freischneiden, mit Eilgang zur Startposition zurück
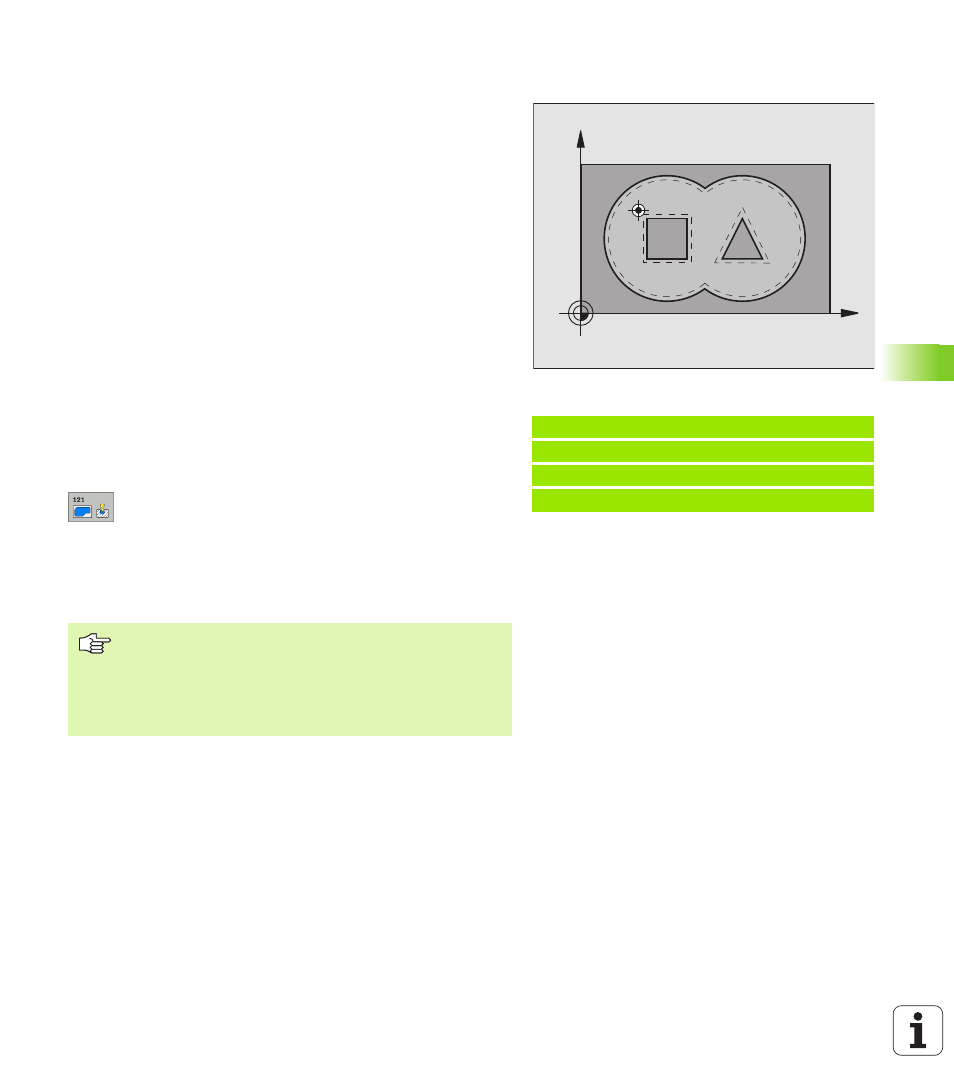
Einsatz
Zyklus G121 VORBOHREN berücksichtigt für die Einstichpunkte das
Schlichtaufmaß Seite und das Schlichtaufmaß Tiefe, sowie den
Radius des Ausräum-Werkzeugs. Die Einstichpunkte sind gleichzeitig
die Startpunkte fürs Räumen.
8
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird (Vorzeichen bei
negativer Arbeitsrichtung „–“)
8
Vorschub Tiefenzustellung
Q11: Bohrvorschub in
mm/min
8
Ausräum-Werkzeug Nummer
Q13: Werkzeug-Nummer
des Ausräum-Werkzeugs
Beispiel: NC-Sätze
N58 G121 VORBOHREN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q13=1
;AUSRAEUM-WERKZEUG
X
Y
Beachten Sie vor dem Programmieren
Die TNC berücksichtigt einen im T-Satz programmierten
Deltawert DR nicht zur Berechnung der Einstichpunkte.
An Engstellen kann die TNC ggf. nicht mit einem Werk-
zeug vorbohren das größer ist als das Schruppwerkzeug.