Werkzeug-einsatzprüfung, Siehe „werkzeug-einsatzprüfung” auf seite 581), 4 pr ogr ammlauf – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Benutzerhandbuch
Seite 581
HEIDENHAIN iTNC 530
581
12.4 Pr
ogr
ammlauf
Werkzeug-Einsatzprüfung
Um eine Werkzeug-Einsatzprüfung durchführen zu können, müssen
folgende Voraussetzungen erfüllt sein:
Bit2 des Maschinen-Parameters 7246 muss =1 gesetzt sein
Bearbeitungszeit ermitteln in der Betriebsart Programm-Test muss
aktiv sein
Das zu prüfende Klartext-Dialog-Programm muss in der Betriebsart
Programm-Test
vollständig simuliert worden sein
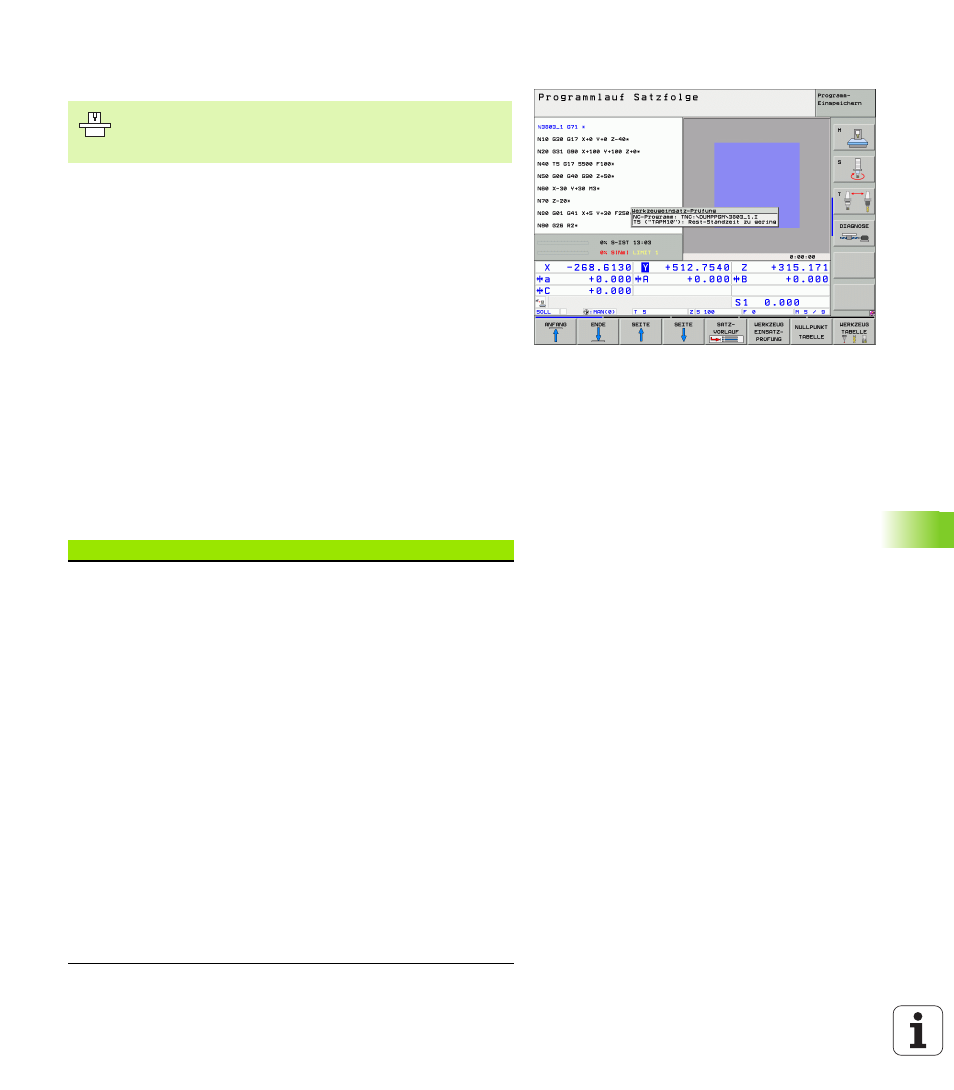
Über den Softkey WERKZEUG EINSATZPRÜFUNG können sie vor
dem Start eines Programmes in der Betriebsart Abarbeiten prüfen, ob
die verwendeten Werkzeuge noch über genügend Reststandzeit ver-
fügen. Die TNC vergleicht hierbei die Standzeit-Istwerte aus der Werk-
zeug-Tabelle, mit den Sollwerten aus der Werkzeug-Einsatzdatei.
Die TNC zeigt, nachdem Sie den Softkey betätigt haben, das Ergebnis
der Einsatzprüfung in einem Überblendfenster an. Überblendfenster
mit Taste CE schließen.
Die TNC speichert die Werkzeug-Einsatzzeiten in einer separaten
Datei mit der Endung pgmname.H.T.DEP. (siehe „MOD-Einstellung
Abhängige Dateien ändern” auf Seite 622). Die erzeugte Werkzeug-
Einsatzdatei enthält folgende Informationen:
Die Funktion Werkzeug-Einsatzprüfung muss vom
Maschinenhersteller freigegeben werden. Beachten Sie
Ihr Maschinenhandbuch.
Spalte
Bedeutung
TOKEN
TOOL
: Werkzeug-Einsatzzeit pro TOOL CALL.
Die Einträge sind in chronologischer Reihen-
folge aufgelistet
TTOTAL
: Gesamte Einsatzzeit eines Werk-
zeugs
STOTAL
: Aufruf eines Unterprogramms (ein-
schließlich Zyklen); die Einträge sind in chro-
nologischer Reihenfolge aufgelistet
TIMETOTAL
: Gesamtbearbeitungszeit des
NC-Programms wird in der Spalte WTIME ein-
getragen. In der Spalte PATH hinterlegt die
TNC den Pfadnahmen des entsprechenden
NC-Programms. Die Spalte TIME enthält die
Summe aller TIME-Eintrage (nur mit Spindel-
Ein und ohne Eilgangbewegungen). Alle
übrigen Spalten setzt die TNC auf 0
TOOLFILE
: In der Spalte PATH hinterlegt die
TNC den Pfadnahmen der Werkzeug-
Tabelle, mit der Sie den Programm-Test
durchgeführt haben. Dadurch kann die TNC
bei der eigentlichen Werkzeug-Einsatzprü-
fung festellen, ob Sie den Programm-Test
mit TOOL.T durchgeführt haben