Seite 92 – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Benutzerhandbuch
Seite 92
92
2 Handbetrieb und Einrichten
2.5 Bearbeit
ungsebene sc
hw
enk
e
n (Sof
tw
ar
e-Option
1)
Aktuelle Werkzeugachs-Richtung als aktive
Bearbeitungsrichtung setzen (FCL 2-Funktion)
Mit dieser Funktion können Sie in den Betriebsarten Manuell und El.
Handrad das Werkzeug per externer Richtungstasten oder mit dem
Handrad in der Richtung verfahren, in der die Werkzeugachse momen-
tan zeigt. Diese Funktion benützen, wenn
Sie das Werkzeug während einer Programm-Unterbrechung in
einem 5-Achs-Programm in Werkzeug-Achsrichtung freifahren wol-
len
Sie mit dem Handrad oder den externen Richtungstasten im Manu-
ellen Betrieb eine Bearbeitung mit angestelltem Werkzeug durch-
führen wollen
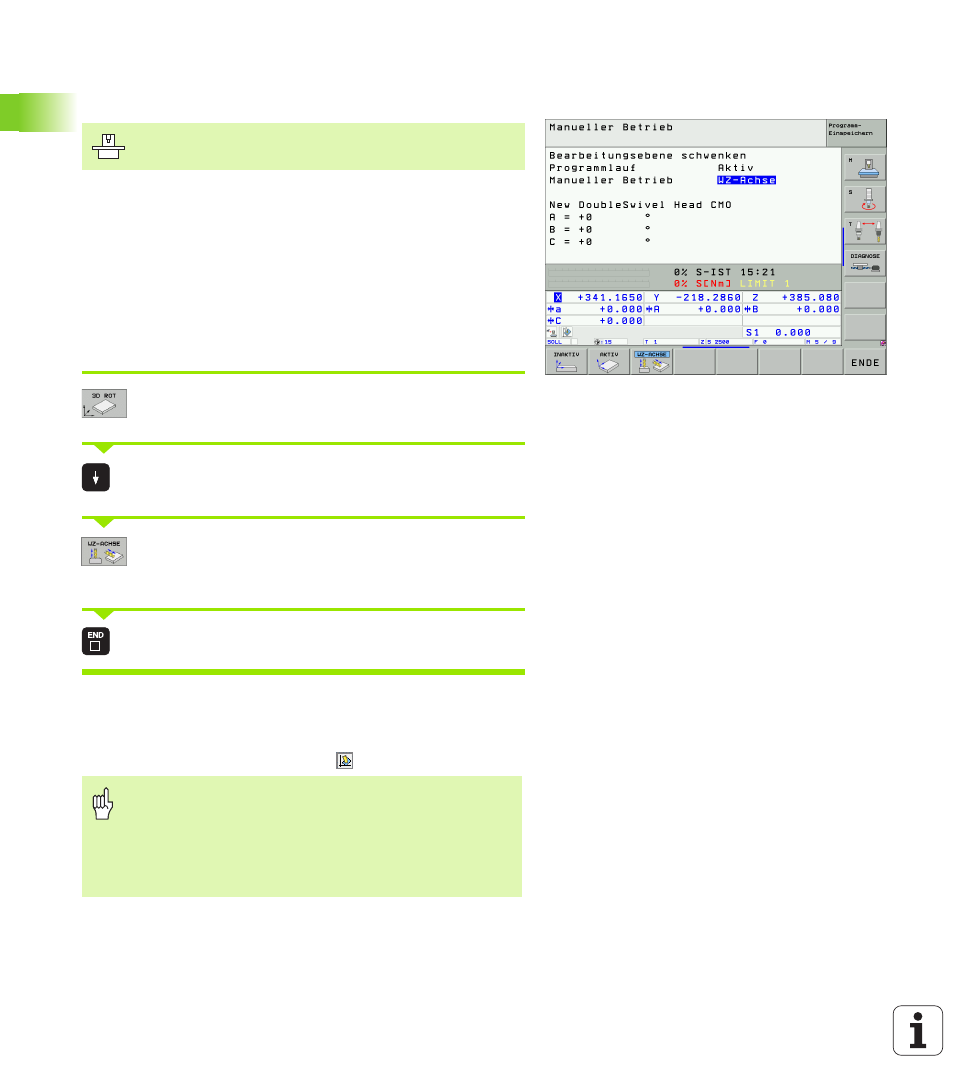
Manuelles Schwenken wählen: Softkey 3D ROT drük-
ken
Hellfeld per Pfeiltaste auf Menüpunkt Manueller
Betrieb
positionieren
Aktive Werkzeugachs-Richtung als aktive Bearbei-
tungsrichtung aktivieren: Softkey WZ-ACHSE drük-
ken
Eingabe beenden: Taste END
Zum Deaktivieren setzen Sie im Menü Bearbeitungsebene schwen-
ken den Menüpunkt Manueller Betrieb auf Inaktiv.
Wenn die Funktion Verfahren in Werkzeugachs-Richtung aktiv ist,
blendet die Status-Anzeige das Symbol
ein.
Diese Funktion muss vom Maschinenhersteller freige-
schaltet werden. Beachten Sie Ihr Maschinenhandbuch.
Die Hauptachse der aktiven Bearbeitungsebene (X bei
Werkzeug-Achse Z) liegt immer in der maschinenfesten
Hauptebene (Z/X bei Werkzeug-Achse Z).
Diese Funktion steht auch dann zur Verfügung, wenn Sie
den Programmlauf unterbrechen und die Achsen manuell
verfahren wollen.