1 0 sonder -zyklen – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Benutzerhandbuch
Seite 468
468
8 Programmieren: Zyklen
8.1
0
Sonder
-Zyklen
Einflüsse bei der Geometriedefinition im CAM-System
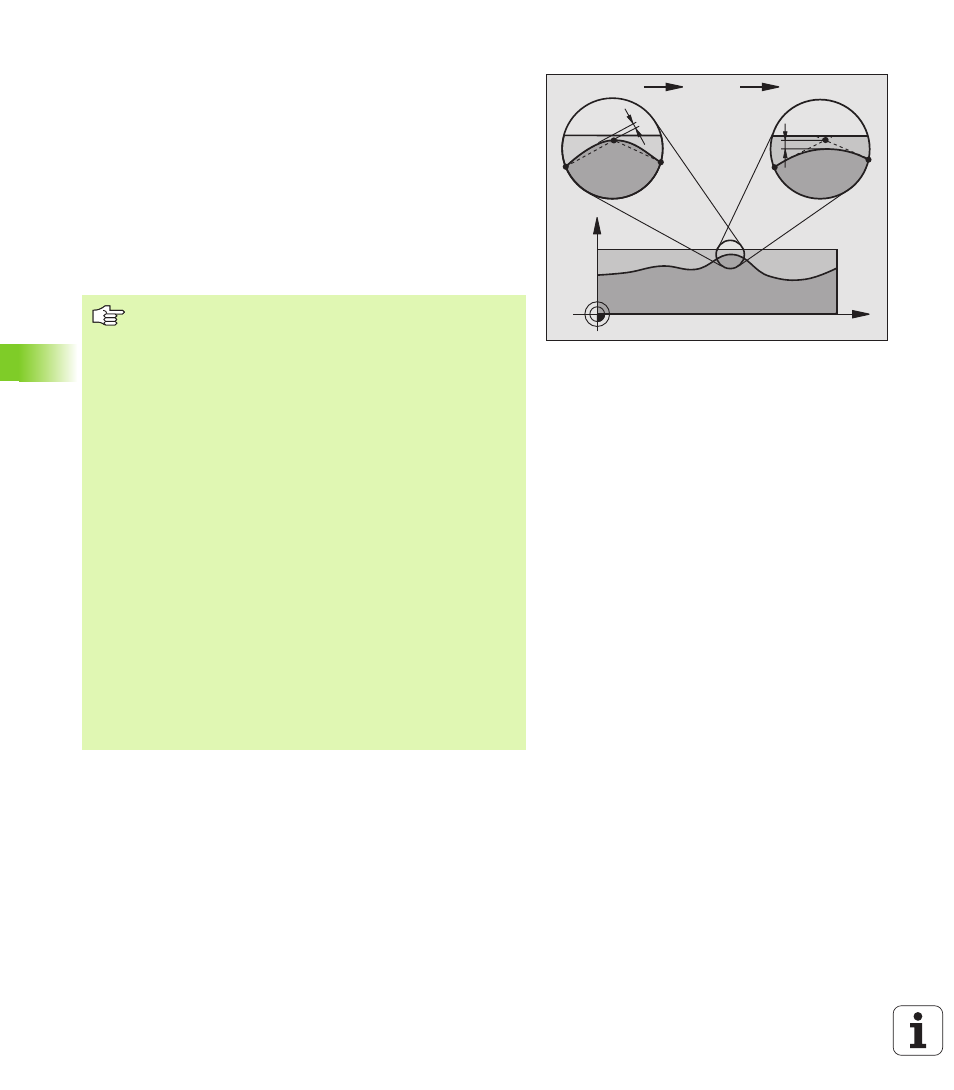
Der wesentlichste Einflussfaktor bei der externen NC-Programmer-
stellung ist der im CAM-System definierbare Sehnenfehler S. Über
den Sehnenfehler definiert sich der maximale Punktabstand des über
einen Postprozessor (PP) erzeugten NC-Programmes. Ist der Sehnen-
fehler gleich oder kleiner als der im Zyklus G62 gewählte Toleranzwert
T
, dann kann die TNC die Konturpunkte glätten, sofern durch spezielle
Maschineneinstellungen der programmierte Vorschub nicht begrenzt
wird.
Eine optimale Glättung der Kontur erhalten Sie, wenn Sie den Tole-
ranzwert im Zyklus G62 zwischen dem 1,1 und 2-fachen des CAM-
Sehnenfehlers wählen.
Programmierung
X
Z
T
S
CAM
TNC
PP
Beachten Sie vor dem Programmieren
Zyklus G62 ist DEF-Aktiv, das heißt ab seiner Definition im
Programm wirksam.
Die TNC setzt den Zyklus G62 zurück, wenn Sie
den Zyklus G62 erneut definieren und die Dialogfrage
nach dem Toleranzwert mit NO ENT bestätigen
über die Taste PGM MGT ein neues Programm anwäh-
len
Nachdem Sie den Zyklus G62 zurückgesetzt haben, akti-
viert die TNC wieder die über Maschinen-Parameter vor-
eingestellte Toleranz.
Der eingegebene Toleranzwert T wird von der TNC in MM-
programm in der Maßeinheit mm und in einem Inch-Pro-
gramm in der Maßeinheit Inch interpretiert.
Wenn Sie ein Programm mit Zyklus G62 einlesen, dass als
Zyklusparameter nur den Toleranzwert T beinhaltet, fügt
die TNC ggf. die beiden restlichen Parameter mit dem
Wert 0 ein.
Bei zunehmender Toleranzeingabe verkleinert sich bei
Kreisbewegungen im Regelfall der Kreisdurchmesser.
Wenn an Ihrer Maschine der HSC-Filter aktiv ist (ggf. beim
Maschinenhersteller nachfragen), kann der Kreis auch grö-
ßer werden.