Schlichten tiefe (zyklus g123), Seite 402, 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Benutzerhandbuch
Seite 402
402
8 Programmieren: Zyklen
8.6 SL
-Zyklen
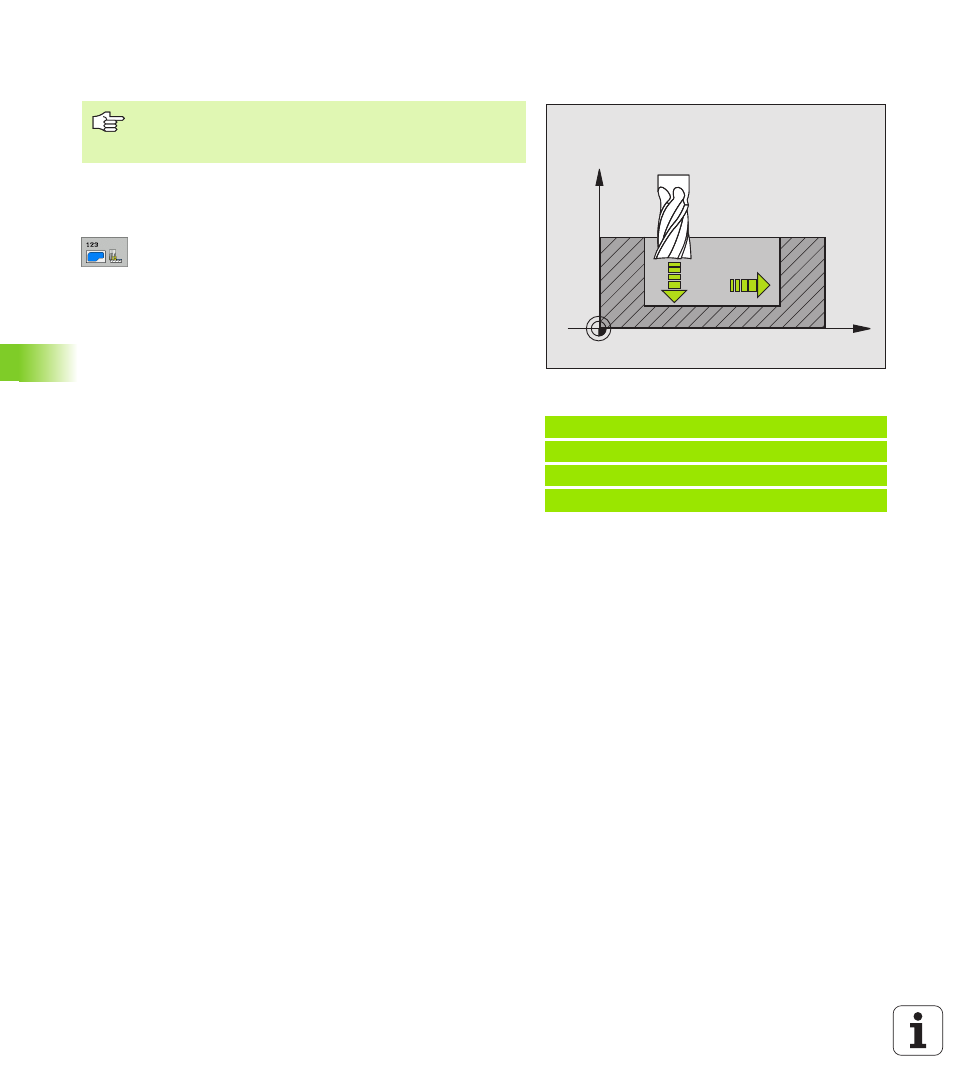
SCHLICHTEN TIEFE (Zyklus G123)
Die TNC fährt das Werkzeug weich (vertikaler Tangentialkreis) auf die
zu bearbeitende Fläche. Anschließend wird das beim Ausräumen ver-
bliebene Schlichtaufmaß abgefräst.
8
Vorschub Tiefenzustellung
Q11: Verfahrgeschwin-
digkeit des Werkzeugs beim Einstechen
8
Vorschub Ausräumen
Q12: Fräsvorschub
8
Vorschub Rückzug
Q208: Verfahrgeschwindigkeit des
Werkzeugs beim Herausfahren nach der Bearbeitung
in mm/min. Wenn Sie Q208=0 eingeben, dann fährt
die TNC das Werkzeug mit Vorschub Q12 heraus
Beispiel: NC-Satz
N60 G123 SCHLICHTEN TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q208=99999
;VORSCHUB RUECKZUG
X
Z
Q11
Q12
Die TNC ermittelt den Startpunkt fürs Schlichten selbstän-
dig. Der Startpunkt ist abhängig von den Platzverhältnis-
sen in der Tasche.