Zyklusparameter – HEIDENHAIN 530 (340 49x-07) Cycle programming Benutzerhandbuch
Seite 103
HEIDENHAIN iTNC 530
103
3.1
0
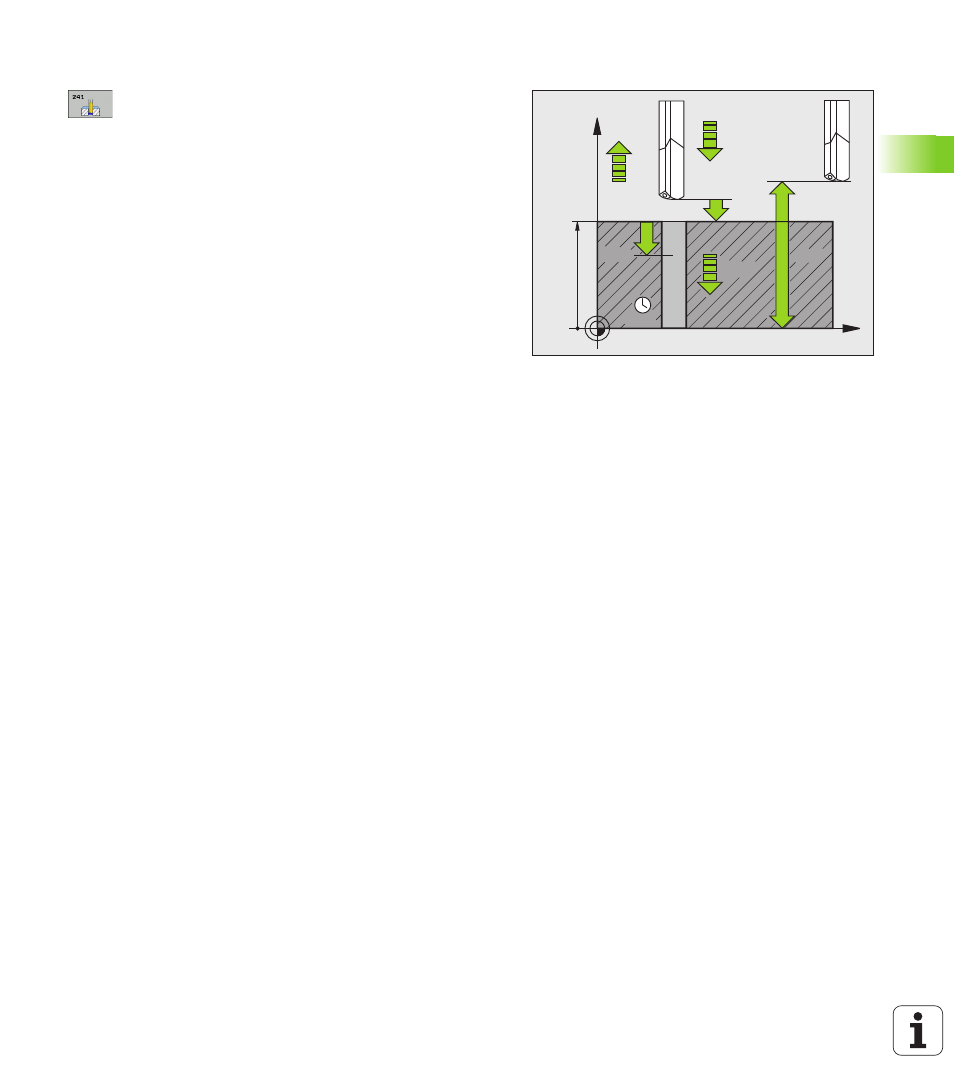
EINLIPPEN-BOHREN (Z
yklus 241, DIN/ISO: G241)
Zyklusparameter
U
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche.
Eingabebereich 0 bis 99999,9999 alternativ PREDEF
U
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Bohrungsgrund. Eingabebereich
-99999,9999 bis 99999,9999
U
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Bohren
in mm/min. Eingabebereich 0 bis 99999,999 alternativ
FAUTO
, FU
U
Verweilzeit unten
Q211: Zeit in Sekunden, die das
Werkzeug am Bohrungsgrund verweilt.
Eingabebereich 0 bis 3600,0000 alternativ PREDEF
U
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
U
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
U
Vertiefter Startpunkt
Q379 (inkremental bezogen
auf die Werkstück-Oberfläche): Startpunkt der
eigentlichen Bohrbearbeitung. Die TNC fährt im
Vorschub Vorpositionieren
vom Sicherheits-
Abstand auf den vertieften Startpunkt.
Eingabebereich 0 bis 99999,9999
U
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Positionieren vom Sicherheits-Abstand auf den
vertieften Startpunkt in mm/min. Wirkt nur, wenn
Q379 ungleich 0 eingegeben ist. Eingabebereich 0 bis
99999,999 alternativ FMAX, FAUTO, PREDEF
U
Vorschub Rückzug
Q208: Verfahrgeschwindigkeit des
Werkzeugs beim Herausfahren aus der Bohrung in
mm/min. Wenn Sie Q208=0 eingeben, dann fährt die
TNC das Werkzeug mit Bohrvorschub Q206 heraus.
Eingabebereich 0 bis 99999,999 alternativ FMAX,
FAUTO
, PREDEF
X
Z
Q200
Q201
Q253
Q203
Q204
Q211
Q208
Q206
Q379