HEIDENHAIN 530 (340 49x-07) Cycle programming Benutzerhandbuch
Seite 497
HEIDENHAIN iTNC 530
497
1
8
.5 PRESET
-K
OMPENSA
TION (Zyk
lus 452, DIN/ISO: G452, Option)
Wenn Sie während der Bearbeitung die Kalibrierkugel auf dem
Maschinentisch aufgespannt lassen können, so können Sie
beispielsweise eine Drift der Maschine kompensieren. Dieser
Vorgang ist auch auf einer Maschine ohne Drehachsen möglich.
1
Kalibrierkugel aufspannen, auf Kollisionsfreiheit achten
2
Preset in der Kalibrierkugel setzen
3
Preset am Werkstück setzen und Bearbeitung des Werkstücks
starten
4
Mit Zyklus 452 in regelmäßigen Abständen eine
Presetkompensation ausführen. Dabei erfaßt die TNC die Drift der
beteiligten Achsen und korrigiert diese in der Kinematik
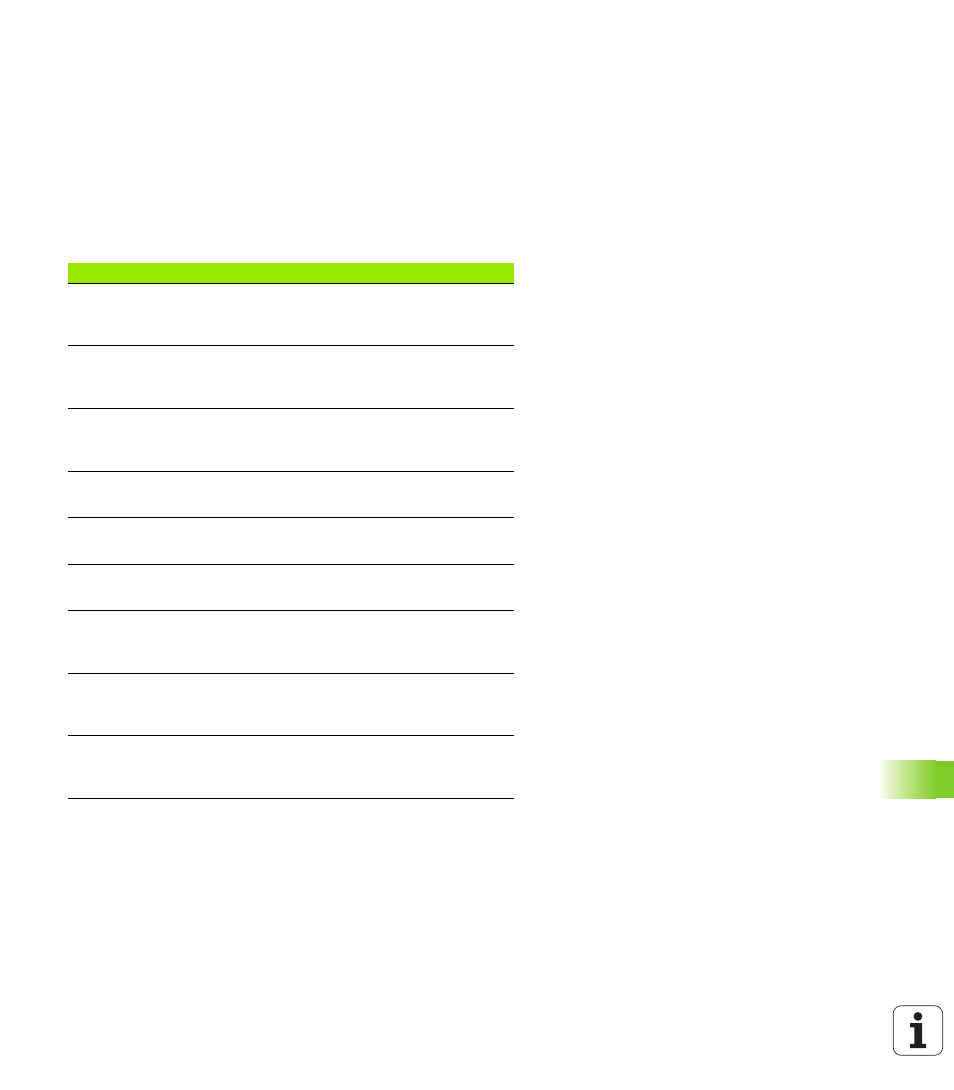
Parameter-Nummer
Bedeutung
Q141 Gemessene
Standardabweichung
A-Achse (-1, wenn Achse nicht
vermessen wurde)
Q142
Gemessene Standardabweichung
B-Achse (-1, wenn Achse nicht
vermessen wurde)
Q143
Gemessene Standardabweichung
C-Achse (-1, wenn Achse nicht
vermessen wurde)
Q144
Optimierte Standardabweichung A-Achse
(-1, wenn Achse nicht vermessen wurde)
Q145
Optimierte Standardabweichung B-Achse
(-1, wenn Achse nicht vermessen wurde)
Q146
Optimierte Standardabweichung C-Achse
(-1, wenn Achse nicht vermessen wurde)
Q147
Offsetfehler in X-Richtung, zur manuellen
Übernahme in den entsprechenden
Maschinen-Parameter
Q148
Offsetfehler in Y-Richtung, zur manuellen
Übernahme in den entsprechenden
Maschinen-Parameter
Q149
Offsetfehler in Z-Richtung, zur manuellen
Übernahme in den entsprechenden
Maschinen-Parameter