HEIDENHAIN 530 (340 49x-07) Cycle programming Benutzerhandbuch
Seite 272
272
Bearbeitungszyklen: Abzeilen
1
0
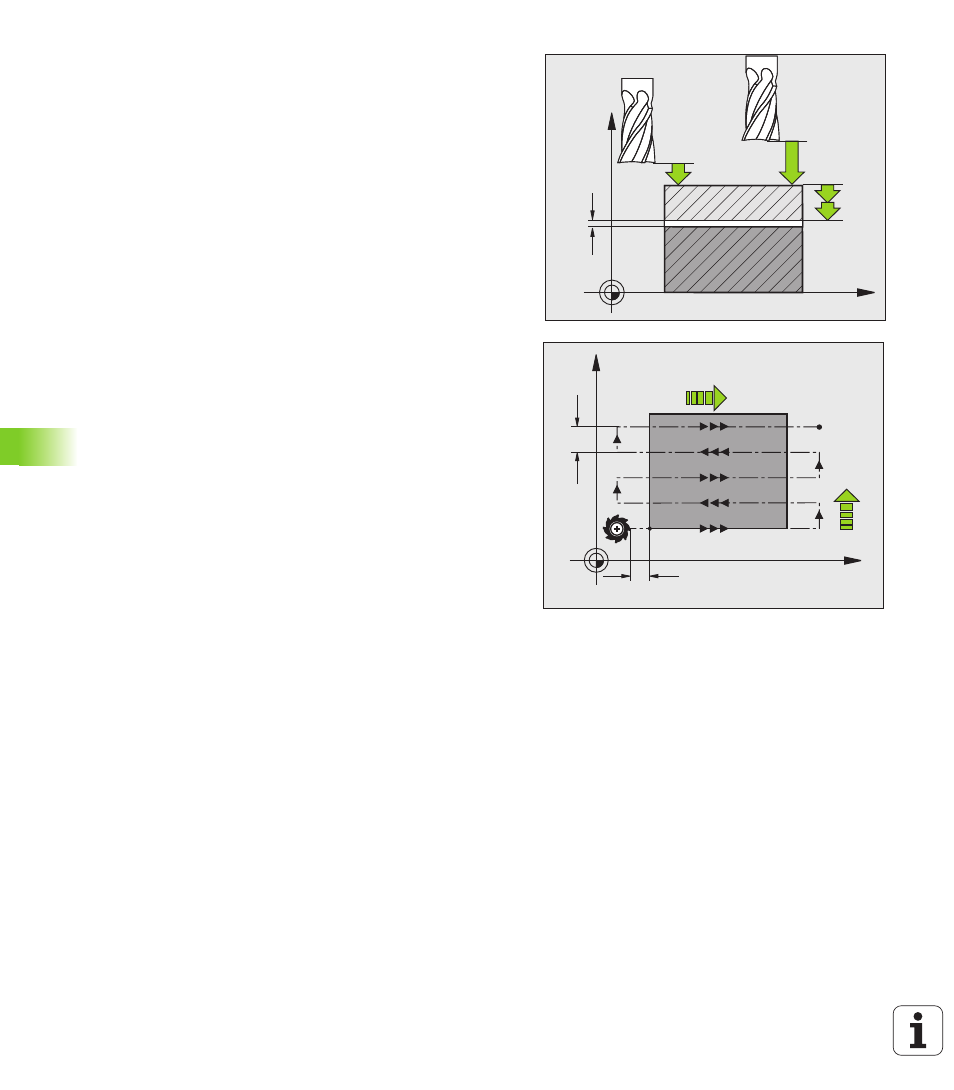
.5 PLANFRAESEN (Zyklus 232, DIN/ISO: G232)
U
Maximale Zustell-Tiefe
Q202 (inkremental): Maß,
um welches das Werkzeug jeweils maximal
zugestellt wird. Die TNC berechnet die tatsächliche
Zustell-Tiefe aus der Differenz zwischen Endpunkt
und Startpunkt in der Werkzeugachse – unter
Berücksichtigung des Schlichtaufmaßes – so, dass
jeweils mit gleichen Zustell-Tiefen bearbeitet wird.
Eingabebereich 0 bis 99999,9999
U
Schlichtaufmaß Tiefe
Q369 (inkremental): Wert, mit
dem die letzte Zustellung verfahren werden soll.
Eingabebereich 0 bis 99999,9999
U
Max. Bahn-Überlappung Faktor
Q370: Maximale
seitliche Zustellung k. Die TNC berechnet die
tatsächliche seitliche Zustellung aus der 2.
Seitenlänge (Q219) und dem Werkzeug-Radius so,
dass jeweils mit konstanter seitlicher Zustellung
bearbeitet wird. Wenn Sie in der Werkzeug-Tabelle
einen Radius R2 eingetragen haben (z.B.
Plattenradius bei Verwendung eines Messerkopfes),
verringert die TNC die seitlichen Zustellung
entsprechend. Eingabebereich 0,1 bis 1,9999
alternativ PREDEF
U
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,9999 alternativ FAUTO, FU, FZ
U
Vorschub Schlichten
Q385: Verfahrgeschwindigkeit
des Werkzeugs beim Fräsen der letzten Zustellung in
mm/min. Eingabebereich 0 bis 99999,9999 alternativ
FAUTO
, FU, FZ
U
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Anfahren der Startposition und beim Fahren auf die
nächste Zeile in mm/min; wenn Sie im Material quer
fahren (Q389=1), dann fährt die TNC die
Querzustellung mit Fräsvorschub Q207.
Eingabebereich 0 bis 99999,9999 alternativ FMAX,
FAUTO
, PREDEF
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k