HEIDENHAIN iTNC 530 (34049x-08) Pilot Benutzerhandbuch
Seite 118
118
Be
arbeit
ung
en
defin
ier
en
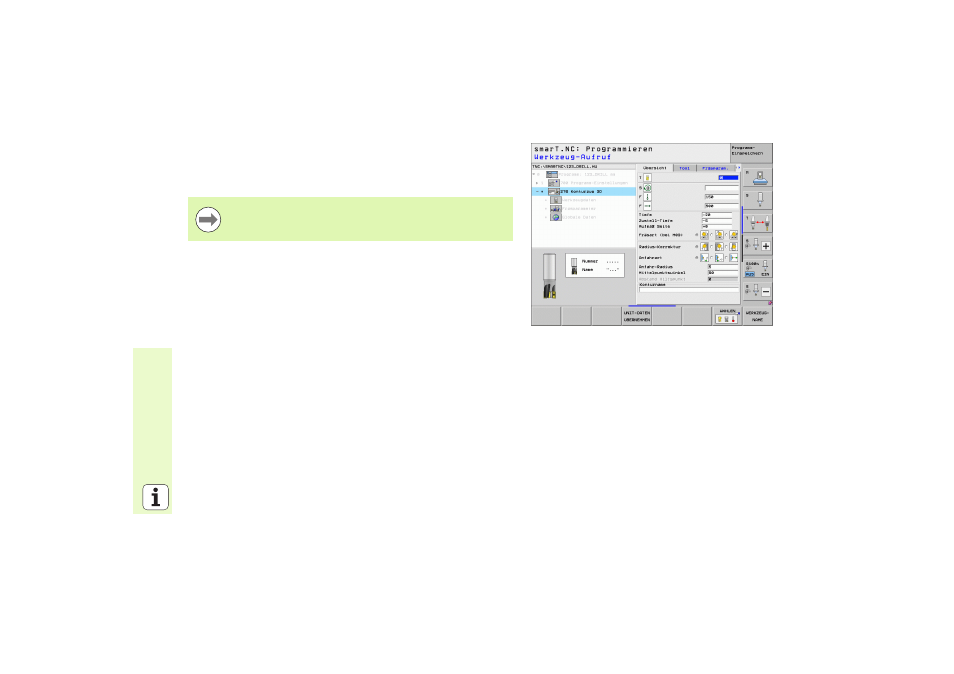
Unit 276 Konturzug 3D
Mit dem Konturzug lassen sich offene und geschlossene Konturen
bearbeiten, die Sie in einem .HC-Programm definiert, oder mit dem
DXF-Konverter erzeugt haben.
Parameter im Formular Übersicht:
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
F
: Vorschub Tiefenzustellung [mm/min], FU [mm/U] oder FZ [mm/Zahn]
F
: Fräsvorschub [mm/min], FU [mm/U] oder FZ [mm/Zahn]
Tiefe
: Frästiefe, wenn mit 0 programmiert, fährt die TNC auf der
Z-Koordinate des Kontur-Unterprogramms
Zustell-Tiefe
: Maß, um welches das Werkzeug jeweils zugestellt
wird
Aufmaß Seite
: Schlichtaufmaß
Fräsart
: Gleichlauffräsen, Gegenlauffräsen oder Pendelbearbeitung
Radius-Korrektur
: Die Kontur linkskorrigiert, rechtskorrigiert oder
unkorrigiert bearbeiten
Anfahrart
: Tangentiales Anfahren auf einem Kreisbogen oder
tangentiales Anfahren auf einer Geraden oder senkrecht auf die Kontur
anfahren
Anfahr-Radius
(nur wirksam, wenn tangentiales Anfahren auf einem
Kreisbogen gewählt ist): Radius des Einfahrkreises
Start- und Endpunkt der Kontur so wählen, das genügend
Platz für An- und Wegfahrbewegungen vorhanden ist!