HEIDENHAIN iTNC 530 (34049x-08) Pilot Benutzerhandbuch
Seite 173
Advertising
173
Be
arbeit
ungspo
sitionen
definier
en
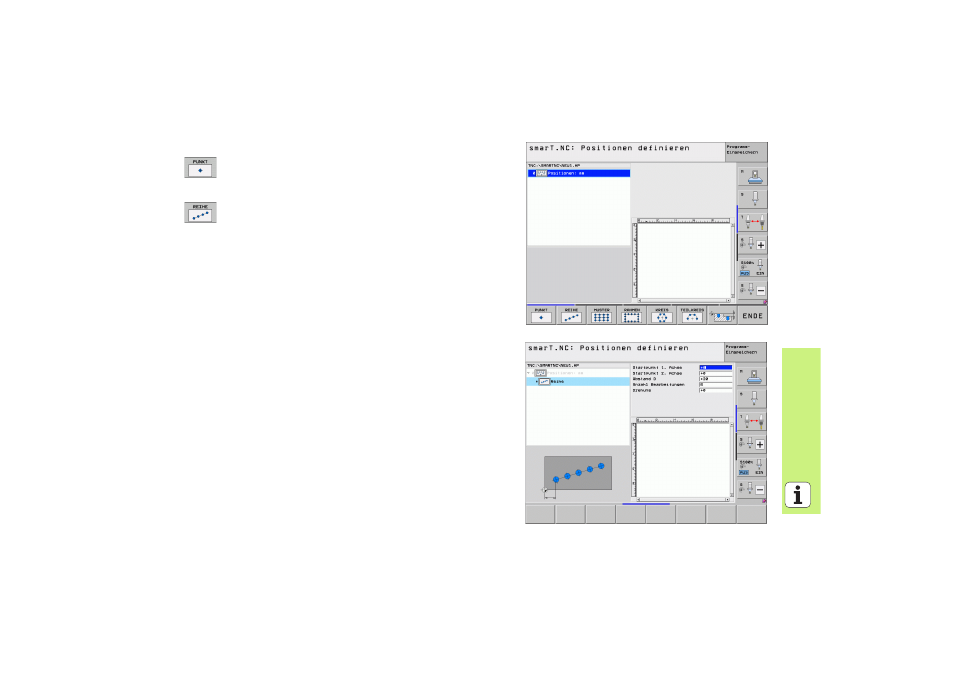
Einzelner Punkt, kartesisch
X
: Koordinate in der Hauptachse der Bearbeitungsebene
Y
: Koordinate in der Nebenachse der Bearbeitungsebene
Einzelne Reihe, gerade oder gedreht
Startpunkt 1. Achse
: Koordinate des Reihen-Startpunktes
in der Hauptachse der Bearbeitungsebene
Startpunkt 2. Achse
: Koordinate des Reihen-Startpunktes
in der Nebenachse der Bearbeitungsebene
Abstand
: Abstand zwischen den Bearbeitungspositionen.
Wert positiv oder negativ eingebbar
Anzahl Bearbeitungen
: Gesamtanzahl der
Bearbeitungspositionen
Drehung
: Drehwinkel um den eingegebenen Startpunkt.
Bezugsachse: Hauptachse der aktiven Bearbeitungsebene
(z.B. X bei Werkzeug-Achse Z). Wert positiv oder negativ
eingebbar
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: