Cnc-interface-kabel – von der stromquelle zur cnc, Siehe anmerkungen auf der nächsten seite, Verdrillte drahtpaare – Hypertherm HD4070 Rev.1 Benutzerhandbuch
Seite 53
INBETRIEBNAHME
3-18
HyPerformance HD4070
Betriebsanleitung
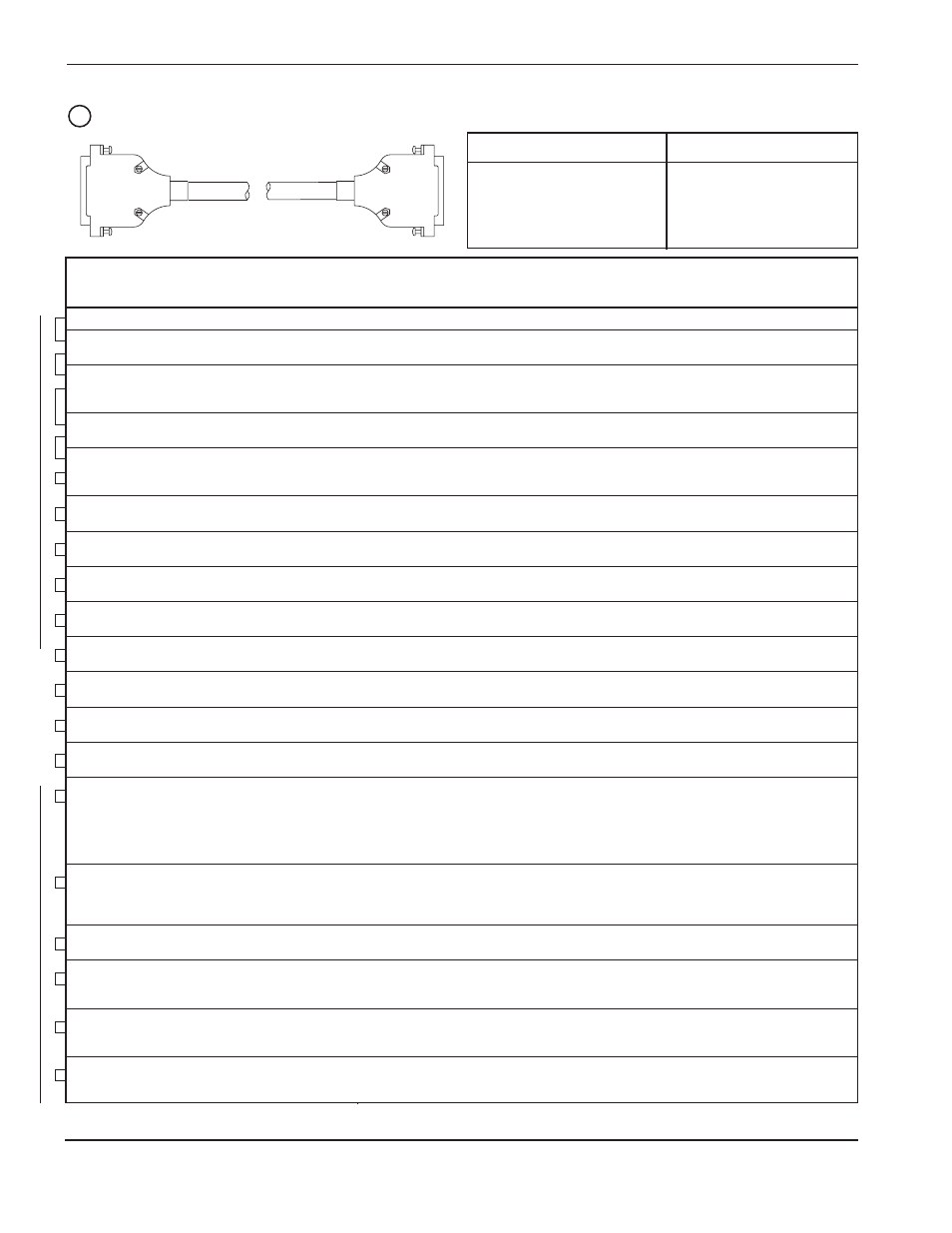
CNC-Interface-Kabel – von der Stromquelle zur CNC
10
Teile-Nr.
Länge
123437
3 m (10 ft)
123438
6 m (20 ft)
123439
7.5 m (25 ft)
123440
9 m (30 ft)
123441
12 m (40 ft)
Teile-Nr.
Länge
123442
15 m (50 ft)
123443
23 m (75 ft)
123444
30.5 m (100 ft)
123445
46 m (150 ft)
*Siehe Anmerkungen auf der nächsten Seite
Strom-
quellen-
CNC-
Eingang/
Anmer-
Signalbezeichnung
Anschluss Farbe Anschluss Funktion
Ausgang
kungen
NC
Blau
NC
Nicht angeschlossen
*
CNC-Verriegelung -
19
Weiß
19
Ermöglicht die Installation eines Nothaltschalters (Ruhestromkontakt). Wenn keine CNC- Verriegelung
Eingang
CNC-Verriegelung +
37
Schwarz
37
verwendet wird, ist eine Drahtbrücke zum Schließen zu installieren.
Eingang
CNC-Bewegung
18
Weiß
18
Überprüft mit der CNC, ob eine Lochstechverzögerung abgeschlossen ist, und meldet der CNC, dass sie
Ausgang
1
CNC-Bewegung
36
Orange
36
die Schneidmaschine in Bewegung setzen kann. Bei mehreren Plasmaanlagen an der gleichen Schneid-
Ausgang
maschinesollte das Signal von allen angeschlossenen Plasmaanlagen einen logischen „UND“-Befehl erhalten.
CNC-Übertragung
17
Grün
17
Meldet der CNC, dass eine erfolgreiche Lichtbogenübertragung stattgefunden hat. Dieses Signal ist der
Ausgang
1
CNC-Übertragung
35
Braun
35
Bewegung ähnlich, enthält jedoch nicht die einprogrammierte Lochstechverzögerungszeit.
Ausgang
Abschirmung-
16
Grün
16
Abschirmung-
34
Gelb
34
Abschirmung
15
Grün
15
CNC-Maschinenkabel installiert + 33
Blau
33
Überprüft, ob das CNC-Maschinenkabel installiert worden ist.
Eingang
3
CNC-Maschinenkabel installiert -
14
Grün
14
Eingang
CNC-Anlagenfehler +
32
Weiß
32
Meldet den CNC-Bewegungssteuerungen, dass ein Plasmaanlagenfehler aufgetreten ist. Der eigentliche
Ausgang
2
CNC-Anlagenfehler -
13
Grün
13
Fehler kann vom seriellen Interface abgefragt werden.
Ausgang
CNC-Reserveausgang 1 +
31
Orange
31
Reserveausgang
Ausgang
2
CNC-Reserveausgang 1 -
12
Rot
12
Ausgang
CNC-Reserveeingang 1 +
30
Braun
30
Reserveeingang
Eingang
3
CNC-Reserveeingang 1 -
11
Rot
11
Eingang
CNC-Reserveeingang 2 +
29
Gelb
29
Reserveeingang
Eingang
3
CNC-Reserveeingang 2 -
10
Rot
10
Eingang
CNC-Einfahren abgeschlossen + 28
Blau
28
Überprüft mit der CNC, ob der Brenner eingefahren ist.
Ausgang
2
CNC-Einfahren abgeschlossen -
9
Rot
9
Ausgang
CNC-Reserveausgang 2 +
27
Grün
27
Reserveausgang
Ausgang
2
CNC-Reserveausgang 2 -
8
Rot
8
Ausgang
CNC-Reserveausgang 3 +
26
Weiß
26
Reserveausgang
Ausgang
2
CNC-Reserveausgang 3 -
7
Rot
7
Ausgang
CNC-Zündbereit +
25
Orange
25
Dieses Signal wird bei Mehrfach-Plasmaanlagen verwendet. Es meldet der CNC, dass die Brennerhöhen-
Ausgang
2
CNC-Zündbereit -
6
Schwarz
6
steuerung den Zyklus des induktiven Zündhöhensensors und die Vorströmung abgeschlossen hat,
Ausgang
womit angezeigt wird, dass der Brenner zum Zünden bereit ist. Dieses Signal und das CNC-Plasma-
Synchronisierungs-Signal werden zusammen eingesetzt. Bei Mehrfach-Plasmaanlagen an der gleichen
Schneidmaschine sollte dieses Signal einen logischen „UND“-Befehl erhalten, um anzuzeigen, dass alle
Maschinen bereit sind.
CNC-Plasma-Synchronisierung + 24
Braun
24
Dieses Signal wird bei Mehrfach-Plasmaanlagen verwendet. Es verzögert die Brennerzündung, aber gibt den
Eingang
3
CNC-Plasma-Synchronisierung -
5
Schwarz
5
Durchfluss der Vorströmungsgase frei. Dieses Signal und das Signal „Zündbereit“ werden zusammen
Eingang
verwendet. Bei mehreren Plasmaanlagen auf der gleichen Schneidmaschine sollte dieses Signal simultan
von allen angeschlossenen Plasmaanlagen entfernt werden, damit alle Brenner simultan zünden.
CNC-Höhenhaltung an Ecken +
23
Gelb
23
O Bei Anlagen mit installierter Command-Brennerhöhensteuerung: Wenn das Signal aktiv ist, ist es der
Eingang
3
CNC-Höhenhaltung an Ecken -
4
Schwarz
4
Lichtbogenspannungssteuerung übergeordnet und hält die Brennerhöhe konstant.
Eingang
CNC-Anlagenstart +
22
Blau
22
Leitet den Start eines programmierten Plasmaanlagen-Schneidzyklus ein. Das Signal muss für die Dauer
Eingang
3
CNC-Anlagenstart -
3
Schwarz
3
des Schnittes aufrechterhalten werden. Bei mehreren Plasmaanlagen auf der gleichen Schneidmaschine s
Eingang
ollte das Signal simultan an allen Maschinen aktiviert werden.
CNC – TX (Übertragung) +
21
Grün
21
RS – 422 serieller Messwertgeber. Überträgt Daten von der CNC zur Plasmaanlage. Wird verwendet, um
Eingang
3
CNC – TX (Übertragung) -
2
Schwarz
2
Plasmaprozess-Informationen einzurichten und um Plasmastatus-Informationen abzufragen. Zur
Eingang
vollständigen Beschreibung siehe Liste der seriellen Befehle.
CNC – RX (Empfang) +
20
Rot
20
RS – 422 serieller Empfänger. Empfängt Daten von der Plasmaanlage zu den CNC-Steuerungen. Wird
Ausgang
CNC – RX (Empfang) -
1
Schwarz
1
verwendet, um auf die Befehle von der CNC-Steuerung hin den Plasmaanlagenstatus und Fehler-
Ausgang
informationen zu melden. Zur vollständigen Beschreibung siehe Liste der seriellen Befehle.
V
erdrillte Drahtpaare
1X3