1 0 v o rbelegt e q-p ar amet er – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Benutzerhandbuch
Seite 323
Advertising
HEIDENHAIN iTNC 530
323
9.1
0
V
o
rbelegt
e
Q-P
ar
amet
er
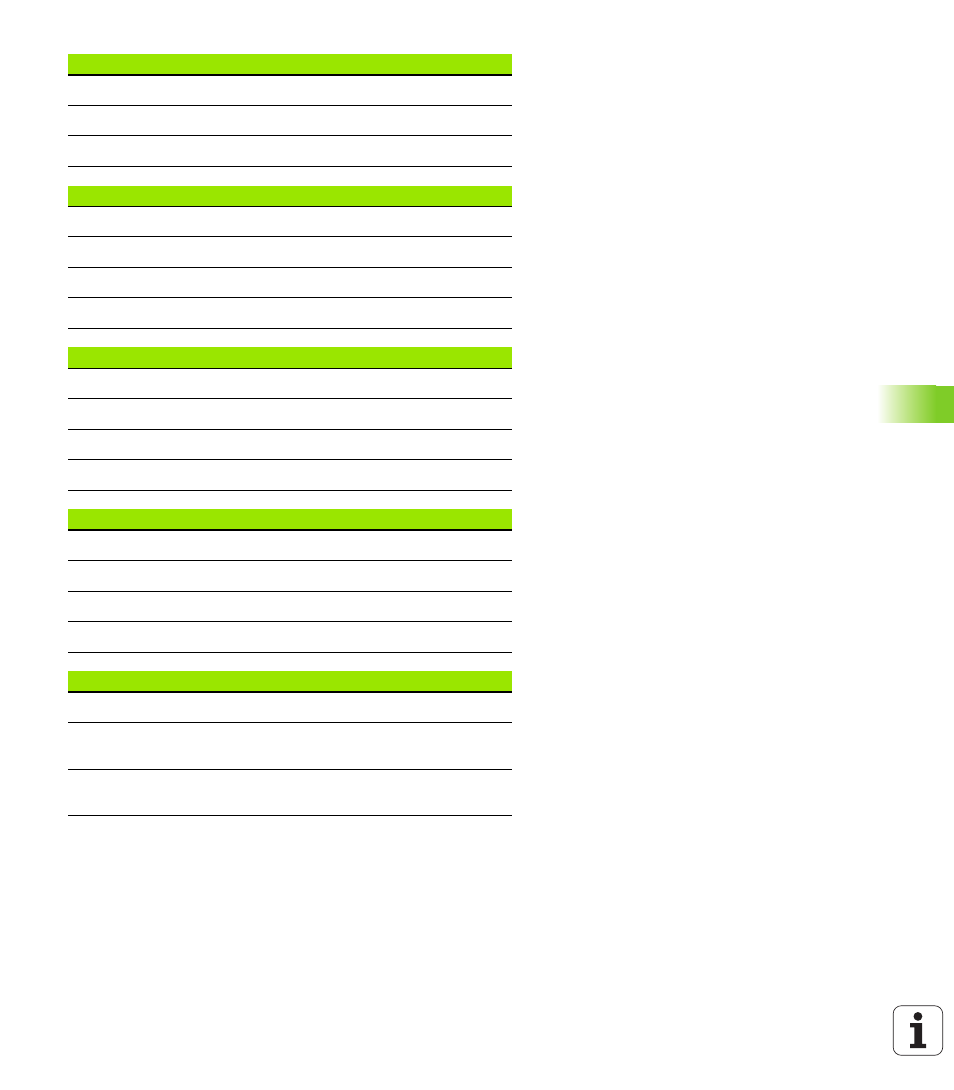
Werkstück-Status
Parameter-Wert
Gut
Q180
Nacharbeit
Q181
Ausschuss
Q182
Gemessene Abweichung mit Zyklus 440
Parameter-Wert
X-Achse
Q185
Y-Achse
Q186
Z-Achse
Q187
Merker für Zyklen
Q188
Werkzeug-Vermessung mit BLUM-Laser
Parameter-Wert
Reserviert
Q190
Reserviert
Q191
Reserviert
Q192
Reserviert
Q193
Reserviert für interne Verwendung
Parameter-Wert
Merker für Zyklen
Q195
Merker für Zyklen
Q196
Merker für Zyklen (Bearbeitungsbilder)
Q197
Nummer des zuletzt aktiven Messzyklus
Q198
Status Werkzeug-Vermessung mit TT
Parameter-Wert
Werkzeug innerhalb Toleranz
Q199 = 0,0
Werkzeug ist verschlissen (LTOL/RTOL
überschritten)
Q199 = 1,0
Werkzeug ist gebrochen (LBREAK/RBREAK
überschritten)
Q199 = 2,0
Advertising