Anwendung, arbeitsweise, 10 bearbeitungsebene schwenken (software-option 1) – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Benutzerhandbuch
Seite 528
528
Handbetrieb und Einrichten
14.1
0 Bearbeit
ungsebene sc
hw
enk
en (Sof
tw
ar
e-Option 1)
14.10 Bearbeitungsebene
schwenken (Software-
Option 1)
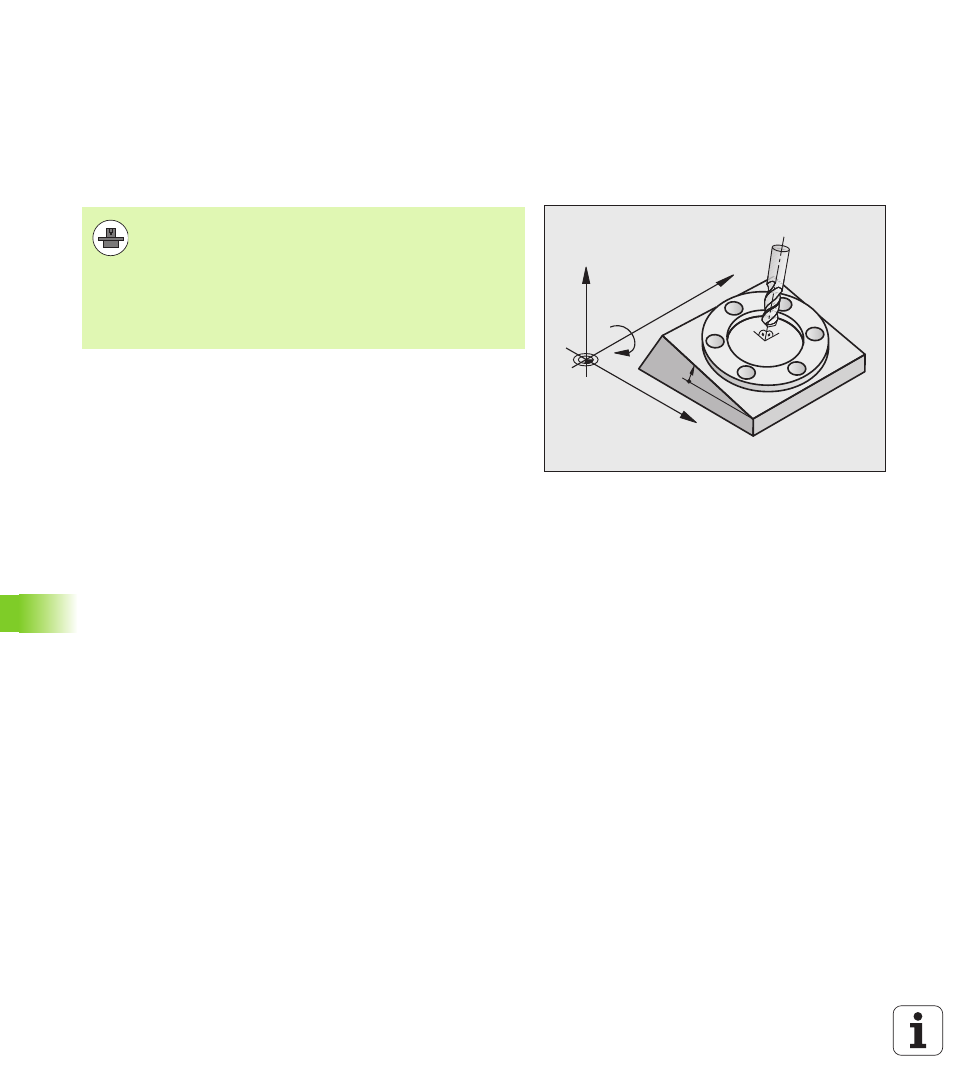
Anwendung, Arbeitsweise
Die TNC unterstützt das Schwenken von Bearbeitungsebenen an
Werkzeugmaschinen mit Schwenkköpfen sowie Schwenktischen.
Typische Anwendungen sind z.B. schräge Bohrungen oder schräg im
Raum liegende Konturen. Die Bearbeitungsebene wird dabei immer
um den aktiven Nullpunkt geschwenkt. Wie gewohnt, wird die
Bearbeitung in einer Hauptebene (z.B. X/Y-Ebene) programmiert,
jedoch in der Ebene ausgeführt, die zur Hauptebene geschwenkt
wurde.
Für das Schwenken der Bearbeitungsebene stehen drei Funktionen
zur Verfügung:
Manuelles Schwenken mit dem Softkey 3D ROT in den
Betriebsarten Manueller Betrieb und El. Handrad, siehe „Manuelles
Schwenken aktivieren”, Seite 532
Gesteuertes Schwenken, Zyklus G80 im Bearbeitungs-Programm
(siehe Benutzer-Handbuch Zyklen, Zyklus 19
BEARBEITUNGSEBENE)
Gesteuertes Schwenken, PLANE-Funktion im Bearbeitungs-
Programm (siehe „Die PLANE-Funktion: Schwenken der
Bearbeitungsebene (Software-Option 1)” auf Seite 419)
Die TNC-Funktionen zum „Schwenken der Bearbeitungsebene“ sind
Koordinaten-Transformationen. Dabei steht die Bearbeitungsebene
immer senkrecht zur Richtung der Werkzeugachse.
X
Z
Y
B
10°
Die Funktionen zum Schwenken der Bearbeitungsebene
werden vom Maschinenhersteller an TNC und Maschine
angepasst. Bei bestimmten Schwenkköpfen
(Schwenktischen) legt der Maschinenhersteller fest, ob
die im Zyklus programmierten Winkel von der TNC als
Koordinaten der Drehachsen oder als
Winkelkomponenten einer schiefen Ebene interpretiert
werden. Beachten Sie Ihr Maschinenhandbuch.