2 kontur anfahren und verlassen, Positionen beim anfahren und wegfahren – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 103
TNC 425/TNC 415 B/TNC 407
5-4
5
Werkzeug-Bewegungen programmieren
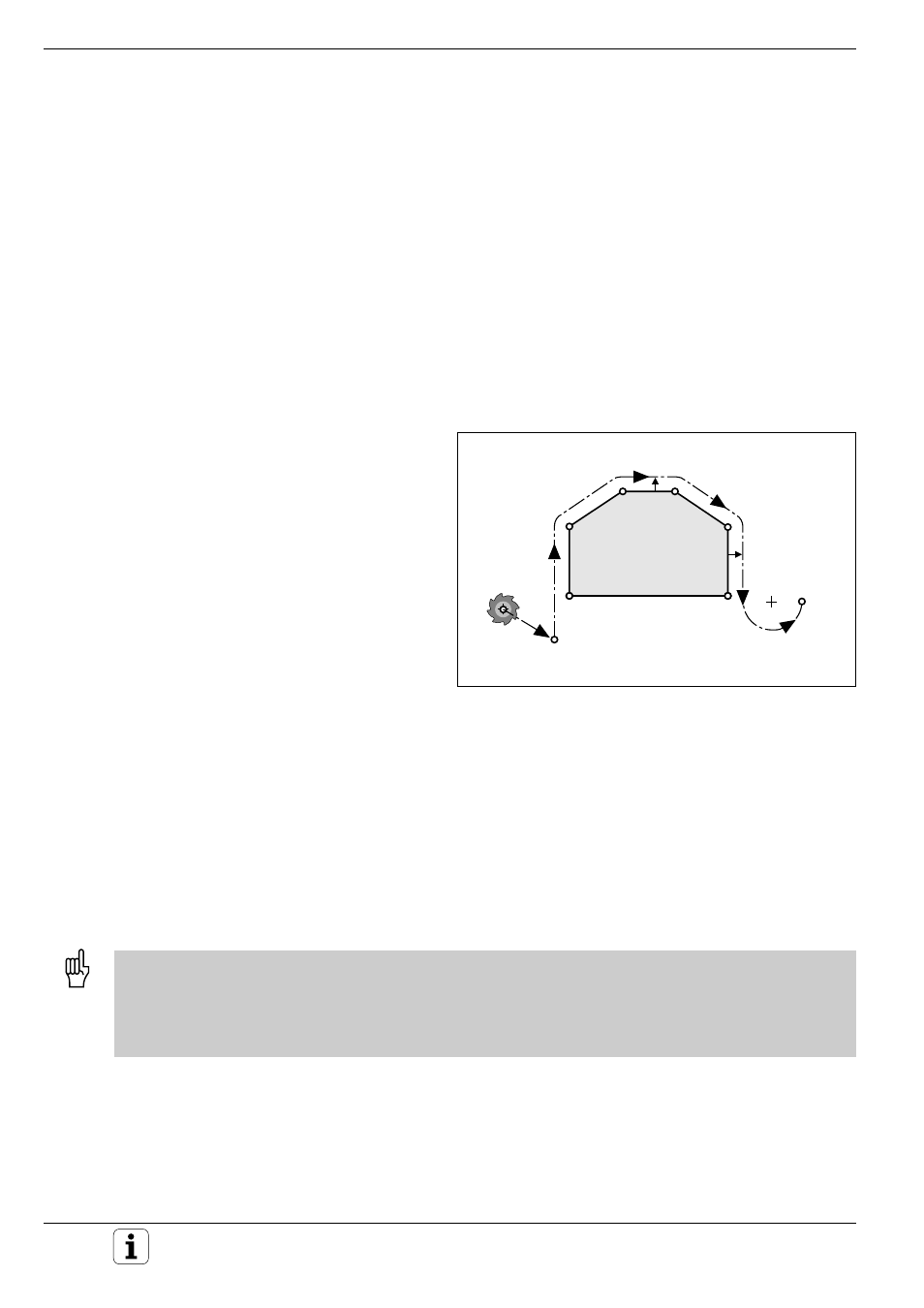
Abb. 5.4:
Kennzeichnung der Positionen beim An- und Wegfahren
5.2 Kontur anfahren und verlassen
Mit den Funktionen APPR (engl. approach=Anfahrt) und DEP (engl.
departure=Abfahrt) werden Konturen angefahren und verlassen.
Folgende Verfahrbewegungen können gewählt werden:
• Gerade, senkrecht oder tangential zum Konturelement
• Kreisbahn, tangential zum Konturelement
• Gerade mit tangential anschließender Kreisbahn beim Anfahren
• Kreisbahn mit tangential anschließender Geraden beim Wegfahren
Schraubenlinie (Helix) anfahren und verlassen
Eine Schraubenlinie wird besonders komfortabel auf einer tangentialen
Kreisbahn angefahren und verlassen. Dabei verfährt die TNC das Werk-
zeug beim An- und Wegfahren in der Verlängerung der Schraubenlinie.
Positionen beim Anfahren und Wegfahren
Beim An- und Wegfahren sind die folgenden
Positionen wichtig:
• Startpunkt P
S
Der Startpunkt wird im Satz vor dem Satz zum
Anfahren programmiert.
Er wird ohne Radiuskorrektur angefahren (R0).
Der Startpunkt liegt außerhalb der Kontur.
• Hilfspunkt P
H
Die Bahnen beim An- und Wegfahren führen
teilweise über einen Hilfspunkt, den die TNC
aus den Eingaben im APPR- oder DEP-Satz
selbsttätig berechnet.
• Erster Konturpunkt P
A
und letzter Konturpunkt P
E
Der erste Konturpunkt P
A
wird im APPR-Satz
programmiert. Der letzte Konturpunkt wird wie
gewohnt programmiert. Werden im APPR-Satz
alle 3 Koordinaten X, Y und Z programmiert,
fährt die TNC das Werkzeug zuerst in der
Bearbeitungs-Ebene auf P
H
und dort in der
Werkzeug-Achse auf die eingegebene Tiefe. Der
erste Konturpunkt kann auch in Polar-Koordina-
ten programmiert werden.
Drücken Sie dazu nach Wahl der Anfahrfunktion
die orange Taste P.
• Endpunkt P
N
Der Endpunkt P
N
ergibt sich aus den Angaben
im DEP-Satz.
Der Endpunkt liegt außerhalb der Kontur.
• Bei der Positionierung von der Ist-Position zum Hilfspunkt P
H
überprüft die TNC nicht, ob die programmierte
Kontur beschädigt wird.Überprüfen Sie mit der Test-Grafik, ob das Werkstück beim An- oder Wegfahren
beschädigt wird.
• Die TNC positioniert das Werkzeug von der Ist-Position zum Hilfspunkt P
H
im zuletzt programmierten Vorschub.
• Lassen Sie beim Anfahren an die Kontur genügend Raum zwischen Startpunkt und erstem Konturpunkt. Damit
stellen Sie sicher, daß die TNC den programmierten Bearbeitungs-Vorschub erreicht.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
P
N
R0
RL
RL