3 bahnfunktionen, Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 110
5-11
TNC 425/TNC 415 B/TNC 407
5
Werkzeug-Bewegungen programmieren
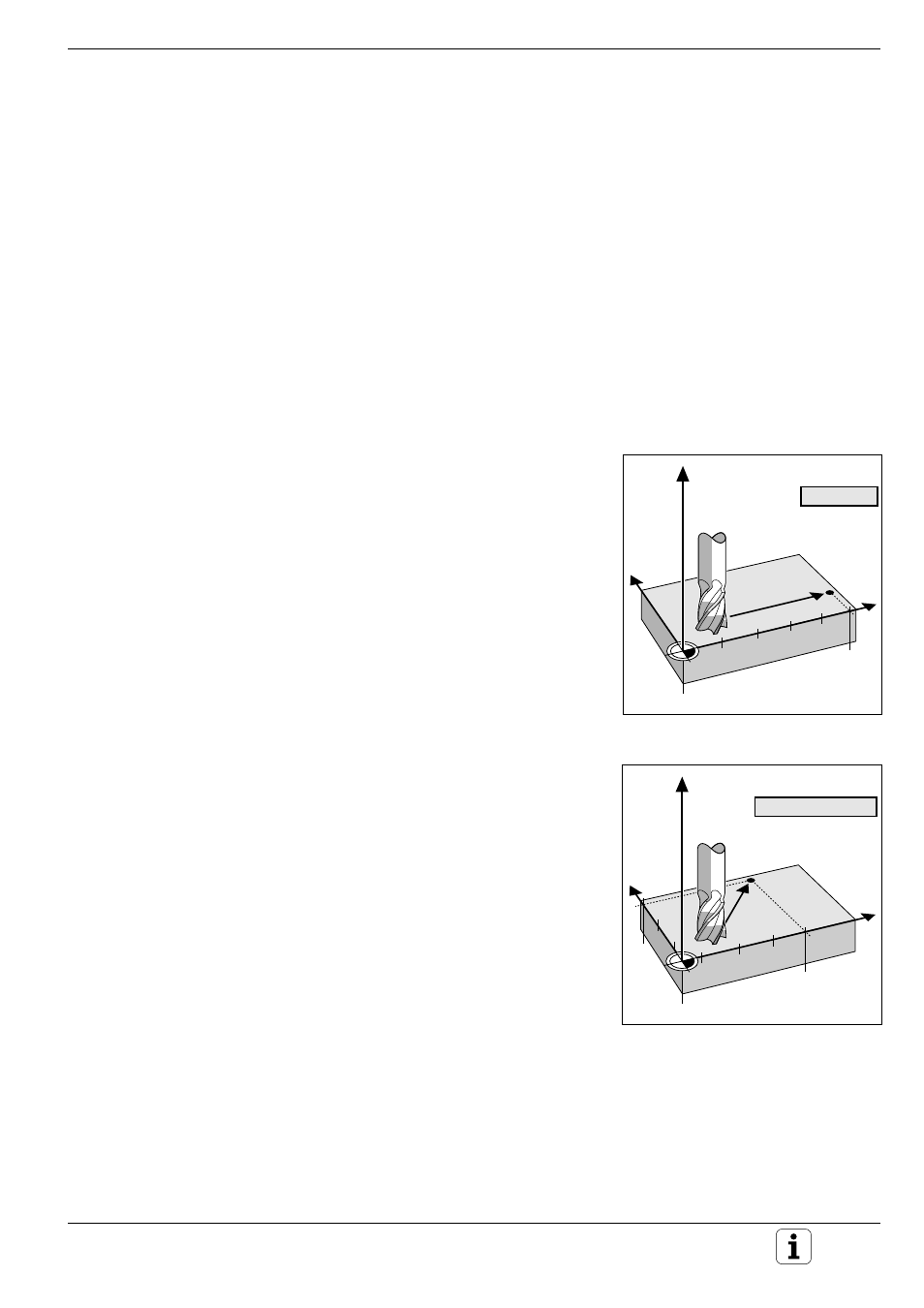
Abb. 5.15: Bewegungen in einer
Hauptebene (X-Y-Ebene)
Abb. 5.14: Achsparallele Bewegung
Y
X
Z
100
L X +100
Y
X
Z
70
50
L X +70 Y +50
5.3 Bahnfunktionen
Allgemeines
Eingabe in das Bearbeitungsprogramm
Die Konturelemente werden maßgetreu ins Bearbeitungsprogramm
eingegeben. Koordinaten werden als Absolut- oder als Relativwerte
programmiert.
In der Regel werden die Koordinaten des Endpunktes eines Kontur-
elements einprogrammiert.
Den Verfahrweg des Werkzeugs ermittelt die TNC aus den Werkzeug-
Daten und der Radiuskorrektur selbsttätig.
Maschinenachsen programmgesteuert verfahren
Die TNC verfährt alle Maschinenachsen gleichzeitig, die in einem NC-Satz
programmiert sind.
Achsparallele Bewegungen
Das Werkzeug wird parallel zur programmierten Maschinenachse
verfahren.
Anzahl der im NC-Satz programmierten Achsen: 1
Bewegungen in den Hauptebenen
Das Werkzeug wird in der Ebene auf einer Geraden oder einer Kreisbahn
auf die einprogrammierte Position verfahren.
Anzahl der im NC-Satz programmierten Achsen: 2